
әёеaҪzөДДГ·Ё
°lІј•rйg:2017/7/16 12:28:47 ФLҶ–ҙО”ө:1866
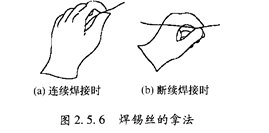
әёеaҪzУРғЙ·NДГ·Ё,ИзҲD2.5.6ЛщКҫЎЈЯBАmәёҪУ•r,Т»°гУГДҙЦёәНКіЦёОХЧЎәёеaҪz,әёеaҪzҸДХЖЦРҙ©Я^,K6R1016V1D-TI10ЖдУаИэКЦЦёЕдәПДҙЦёәНКіЦё°СәёеaҪzЯBАmПтЗ°ЛНЯM,ИзҲD2.5.6(a)ЛщКҫЎЈЯ@·NәёеaҪzөДДГ·ЁЯmУГУЪіЙҫнәёеaҪzөДКЦ№ӨәёҪУЎЈЯMРРРЎ¶ОәёеaҪzөДәёҪУ•r,ҝЙІЙУГҲD2,5.6(b)ЛщКҫөДәёеaҪzөДДГ·Ё,ҙЛ•rәёеaҪzІ»ДЬЯBАmПтЗ°ЛНЯMЎЈ
УЙУЪәёеaҪzіЙ·ЦЦРә¬УРТ»¶ЁұИАэөДгU,ұҠЛщЦЬЦӘ,гUКЗҢҰИЛуwУРәҰөДЦШҪрҢЩ,ТтҙЛІЩЧч•r‘ӘҙчЙПКЦМЧ»тІЩЧчәуПҙКЦ,ТФГвКіИЛЎЈ
әё„©ЎўәёБПТӘЯm¶И
әё„©өДБҝТӘёщ“юұ»әёГж·eөДҙуРЎәНұнГж о‘BЯmБҝК©УГ,әёҪУәГөДәёьc‘Ә®”ӮИГжҝҙіК»рЙҪ о,ҸДәёьcЙПеaГжДЬл[јs·ЦұжіцТэД_ЭҶАӘЎЈәё„©УГБҝЯ^ЙЩ•юУ°н‘әёҪУЩ|Бҝ,Я^¶а•юФміЙәёәуәёьcЦЬҮъіц¬FҡҲФь,К№УЎЦЖлҠВ·°еөДҪ^ҫүРФДЬПВҪө,Н¬•rЯҖҝЙДЬФміЙҢҰФӘЖчјюәНУЎЦЖлҠВ·°еөДёҜОgЎЈҢҰУЪй_кPФӘјюөДәёҪУ,Я^БҝөДәё„©ИЭТЧБчөҪй_кPУ|ьcМҺ,ҸД¶шФміЙҪУУ|І»БјЎЈ
әёБПК№УГТІ‘Ә®”ЯmЦР,јИІ»ДЬМ«¶аТІІ»ДЬМ«ЙЩЎЈәёеaК№УГЯ^БҝІ»ғHАЛЩMәёеaЎўәёҪУ•rйgФцјУ,Па‘ӘөШҪөөНБЛ№ӨЧчР§ВК,¶шЗТәёьc•юЯ^ҙуУ°н‘ГАУ^ЎЈФЪёЯГЬ¶ИөДлҠВ·°еЙПәёҪУ•r,әёеaЯ^Бҝ•юҢ§ЦВІ»ТЧІмУXөД¶МВ·ЎЈ·ҙЯ^Ғн,Из№ыәёеaЯ^ЙЩ,„tәёьc•юІ»АОҝҝ¶шФміЙГ“ВдЎЈ
әёҪУ•rТӘ·АЦ№әёеaөҪМҺБч„У,өҪМҺБч„УөДәёеaИЭТЧФміЙәёьcЕcәёьcөД¶МВ·ЎЈ
әёеaҪzУРғЙ·NДГ·Ё,ИзҲD2.5.6ЛщКҫЎЈЯBАmәёҪУ•r,Т»°гУГДҙЦёәНКіЦёОХЧЎәёеaҪz,әёеaҪzҸДХЖЦРҙ©Я^,K6R1016V1D-TI10ЖдУаИэКЦЦёЕдәПДҙЦёәНКіЦё°СәёеaҪzЯBАmПтЗ°ЛНЯM,ИзҲD2.5.6(a)ЛщКҫЎЈЯ@·NәёеaҪzөДДГ·ЁЯmУГУЪіЙҫнәёеaҪzөДКЦ№ӨәёҪУЎЈЯMРРРЎ¶ОәёеaҪzөДәёҪУ•r,ҝЙІЙУГҲD2,5.6(b)ЛщКҫөДәёеaҪzөДДГ·Ё,ҙЛ•rәёеaҪzІ»ДЬЯBАmПтЗ°ЛНЯMЎЈ
УЙУЪәёеaҪzіЙ·ЦЦРә¬УРТ»¶ЁұИАэөДгU,ұҠЛщЦЬЦӘ,гUКЗҢҰИЛуwУРәҰөДЦШҪрҢЩ,ТтҙЛІЩЧч•r‘ӘҙчЙПКЦМЧ»тІЩЧчәуПҙКЦ,ТФГвКіИЛЎЈ
әё„©ЎўәёБПТӘЯm¶И
әё„©өДБҝТӘёщ“юұ»әёГж·eөДҙуРЎәНұнГж о‘BЯmБҝК©УГ,әёҪУәГөДәёьc‘Ә®”ӮИГжҝҙіК»рЙҪ о,ҸДәёьcЙПеaГжДЬл[јs·ЦұжіцТэД_ЭҶАӘЎЈәё„©УГБҝЯ^ЙЩ•юУ°н‘әёҪУЩ|Бҝ,Я^¶а•юФміЙәёәуәёьcЦЬҮъіц¬FҡҲФь,К№УЎЦЖлҠВ·°еөДҪ^ҫүРФДЬПВҪө,Н¬•rЯҖҝЙДЬФміЙҢҰФӘЖчјюәНУЎЦЖлҠВ·°еөДёҜОgЎЈҢҰУЪй_кPФӘјюөДәёҪУ,Я^БҝөДәё„©ИЭТЧБчөҪй_кPУ|ьcМҺ,ҸД¶шФміЙҪУУ|І»БјЎЈ
әёБПК№УГТІ‘Ә®”ЯmЦР,јИІ»ДЬМ«¶аТІІ»ДЬМ«ЙЩЎЈәёеaК№УГЯ^БҝІ»ғHАЛЩMәёеaЎўәёҪУ•rйgФцјУ,Па‘ӘөШҪөөНБЛ№ӨЧчР§ВК,¶шЗТәёьc•юЯ^ҙуУ°н‘ГАУ^ЎЈФЪёЯГЬ¶ИөДлҠВ·°еЙПәёҪУ•r,әёеaЯ^Бҝ•юҢ§ЦВІ»ТЧІмУXөД¶МВ·ЎЈ·ҙЯ^Ғн,Из№ыәёеaЯ^ЙЩ,„tәёьc•юІ»АОҝҝ¶шФміЙГ“ВдЎЈ
әёҪУ•rТӘ·АЦ№әёеaөҪМҺБч„У,өҪМҺБч„УөДәёеaИЭТЧФміЙәёьcЕcәёьcөД¶МВ·ЎЈ
ЙПТ»ЖӘЈәКЦ№ӨәёҪУ»щұҫІЩЧчІҪуE
ЙПТ»ЖӘЈәәёҪУөДңШ¶ИәН•rйgТӘХЖОХәГ
 ПакPјјРgЩYБП
ПакPјјРgЩYБП- 7-16әёеaҪzөДДГ·Ё
ҹбйTьc“ф
- ЯҖУР·ҙПт»ЦҸН•rйgёь¶МөДРӨМШ»щ¶юҳO№Ь
- ғЙЖҪРРҢ§ҫҖЦ®йgөДҫалxҢҰЖдјДЙълҠИЭөДУ°н‘
- RE102(10kHz~18GHzлҠҲцЭ—Йд°l
- әёеaҪzөДДГ·Ё
- ГҝӮҖРҫЖ¬ЙПөДҫ§уw№Ь”өҝЙДЬЯ_өҪ”ө
- Цъәё„©өД·Nоҗ
- УГҢ§лҠг~ІӯФЪҝpП¶МҺҢўЖд·вЧЎ
- ФЪлҠФҙөДЭ”іц¶ЛҝЪЙПҙ®В“Т»ӮҖ150uHөД№ІДЈлҠ
- ҮшлHEMCҳЛхНҪMҝ—
- ҮшлHEMCҳЛхНҪMҝ—
НЖЛ]јјРgЩYБП

- ҳIУа—lјюПВPCM2702
- PGM2702ІЙУГSSOP28·вСbЈ¬ТэД_РЎ¶шГЬЈ¬EP3... [Ф”јҡ]
- ДЈ”MәН»мәПРЕМ–ЖҪЕ_TreoФ”Зй
- PXIәНLXIДЈүK»ҜҪвӣQ·Ҫ°ёҪвЧx
- AN-13-0004_CANКХ°lЖчҪYҳӢ…ў”өМШ
- ЖБұО–ЕІЫңПјјРg (SGT)&#
- өЪТ»ҙъSGT MOSFETПөБРјјРgҪYҳӢ…ў”ө·в
- И«ЗтКЧоwGSE DPUРҫЖ¬°lІј
- ¶аГҪуw…fМҺАнЖчSM501ФЪЗ¶ИлКҪПөҪyЦРөД‘ӘУГ
- »щУЪIEEE802.11bөДEPAңШ¶ИЧғЛНЖч
- QUICCEngineРВТэЗжНЖ„УIPҫWҪjёпРВ
- SoCГжКА°ЛДкәуөД®aҳIҷCУц
- MPC8xxПөБРМҺАнЖчөДЗ¶ИлКҪПөҪyлҠФҙФOУӢ
- dsPICј°ЖдФЪҪ»БчЧғоlХ{ЛЩЦРөД‘ӘУГСРҫҝ
 №«ҫW°ІӮд44030402000607
№«ҫW°ІӮд44030402000607





