
在刻蝕機內部,源功率用來改變等離子的密度
發布時間:2017/11/4 11:35:36 訪問次數:479
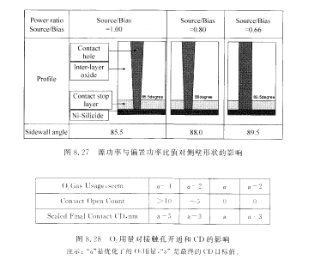
在刻蝕機內部,源功率用來改變等離子的密度,偏置功率用來調節離子的轟擊能量。而MAX3380ECUP源功率與偏置功率的比值可能是個神奇的數字,用來進行側壁形狀的控制。圖8.27比較了三個典型的形狀,可以看到,當源功率與偏置功率的比值從1.O下降到0.66,側壁的角度從85.5°上升到89.5°。這說明當比值升高時,有更多的副產物沉積在接觸孔的側壁上,與重聚合物有關的更多的副產物的產生,不可避免地會形成錐度側壁。接觸刻蝕通常包括兩個典型的主刻蝕步驟。第一步是以低的氧化物和刻蝕停止層選擇比為特征,主要是為了CD控制。第二步通常含有重聚合物氣體C冫△J曾加對停止層的選擇性,并確保足夠的過刻蝕窗口。囚為在第二步屮,高深寬比的接觸孔()7。ω和豐富的聚合物或者副產泓,容易導致隨機的接觸孔未開通問題。在兩個主刻蝕步驟中,迫切地需要加人02或者其他去聚合物氣體,去消耗一些聚合物和/或副產物,以避免隨機的接觸孔未開逍。圖8.28顯示的是02對接觸孔開通和最終AEI CD的影響。可以清楚地看出,更多的02可以減少接觸孔開通的缺陷,但是這樣也帶來F一個副作用,造成更大的AEI CD。這顯示出在兩個主刻蝕步驟中,必須就具體的工藝對02比率進行優・化,以避免接觸孔未開通問題,同時確保AEI CD達標。
在刻蝕機內部,源功率用來改變等離子的密度,偏置功率用來調節離子的轟擊能量。而MAX3380ECUP源功率與偏置功率的比值可能是個神奇的數字,用來進行側壁形狀的控制。圖8.27比較了三個典型的形狀,可以看到,當源功率與偏置功率的比值從1.O下降到0.66,側壁的角度從85.5°上升到89.5°。這說明當比值升高時,有更多的副產物沉積在接觸孔的側壁上,與重聚合物有關的更多的副產物的產生,不可避免地會形成錐度側壁。接觸刻蝕通常包括兩個典型的主刻蝕步驟。第一步是以低的氧化物和刻蝕停止層選擇比為特征,主要是為了CD控制。第二步通常含有重聚合物氣體C冫△J曾加對停止層的選擇性,并確保足夠的過刻蝕窗口。囚為在第二步屮,高深寬比的接觸孔()7。ω和豐富的聚合物或者副產泓,容易導致隨機的接觸孔未開通問題。在兩個主刻蝕步驟中,迫切地需要加人02或者其他去聚合物氣體,去消耗一些聚合物和/或副產物,以避免隨機的接觸孔未開逍。圖8.28顯示的是02對接觸孔開通和最終AEI CD的影響。可以清楚地看出,更多的02可以減少接觸孔開通的缺陷,但是這樣也帶來F一個副作用,造成更大的AEI CD。這顯示出在兩個主刻蝕步驟中,必須就具體的工藝對02比率進行優・化,以避免接觸孔未開通問題,同時確保AEI CD達標。
 相關技術資料
相關技術資料- 11-4在刻蝕機內部,源功率用來改變等離子的密度

 公網安備44030402000607
公網安備44030402000607





