
軟釬焊方法
發布時間:2011/8/25 14:55:47 訪問次數:3226
1.手工烙鐵焊接 VSC7123RD
1)電烙鐵
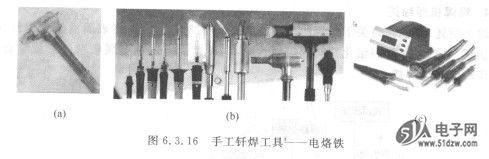
手工烙鐵焊接是最早用于電子產品連接的焊接方法,早期的商品電烙鐵(見圖6.3.16(a))已經作為文物,不過直到今天,烙鐵仍然廣泛使用。從圖6.3.16(b)展示的各種各樣電烙鐵,到圖6.3.16(c)所示的可以自動調節溫度和輸出功率、被稱為電焊臺的智能電烙鐵,其基本作用都是一樣的,都是作為手工釬焊的熱源。
不同工作性質和焊接點需要不同檔次和種類的電烙鐵,雖然性能檔次越高的工具越好用,但人的因素是關鍵,技術水平高的人使用一般烙鐵照樣能焊出很好的焊點。
2)焊錫
手工烙鐵焊接常用管狀焊錫絲,也就是將焊錫制成管狀、內部加焊劑,如圖6.3.17所示。

常用焊劑的成分主要是松香。焊劑是釬焊必不可少的材料,在釬焊中必須使用焊劑除氧化膜,保護液態的焊錫及加熱的焊件金屬不被氧化,以及減小液態焊錫的表面張力、增加焊錫流動性,有助于焊錫潤濕焊件。
3)焊點質量
對焊點基本要求:
①可靠的電連接;
②足夠的機械強度;
③合格的外觀。
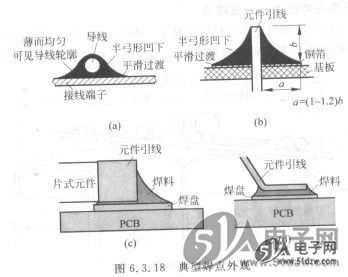
圖6.3.18中所示是幾種典型焊點的外觀,其中圖(a)、(b)所示為貼焊導線和插裝元件的焊點,圖(c)、(d)所示為片武元件和L形引線的焊點。
2.浸焊與拖焊
1)最早的機器焊接方法——浸焊
浸焊是最早替代手工焊接的大批量機器焊接方法。
所謂浸焊,就是將安裝好的印制電路板浸入熔化狀態的焊料液,一次完成印制電路板上焊接。焊點以外不需連接的部分通過在印制電路板上涂阻焊劑來實現。
圖6.3.19所示為現在小批量生產中仍在使用的幾種浸焊設備實物及示意圖。浸焊基本是一種手工操作機器焊接方式。

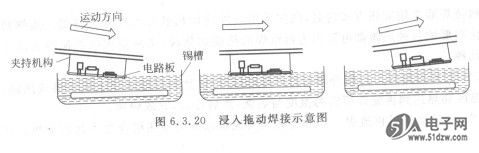
最早的自動焊接方式就是“浸入拖動焊接”,焊接過程中將組裝好并涂有助焊劑的電路板以水平位置慢慢地浸入到熔融的焊錫池中并沿著表面進行拖動,如圖6-3-20所示。
3.現代軟釬焊主要技術——波峰焊
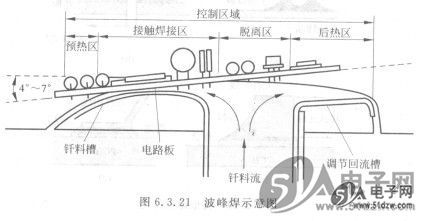
波峰焊是真正適合大批量生產的軟釬焊技術。圖6.3.21為波峰焊示意圖,波峰由機械或電磁泵產生并可控制,印制電路板由傳送帶以一定速度和傾斜度通過波峰,完成焊接。
4.焊接機械手
焊接機械手是為了解決手工焊接效率低、一致性差等弱點而發展起來的局部選擇性錫焊方法。錫焊機械手也稱為焊接機器人,如圖6.3.22所示。 W25Q16BVSSIG

1.手工烙鐵焊接 VSC7123RD
1)電烙鐵
手工烙鐵焊接是最早用于電子產品連接的焊接方法,早期的商品電烙鐵(見圖6.3.16(a))已經作為文物,不過直到今天,烙鐵仍然廣泛使用。從圖6.3.16(b)展示的各種各樣電烙鐵,到圖6.3.16(c)所示的可以自動調節溫度和輸出功率、被稱為電焊臺的智能電烙鐵,其基本作用都是一樣的,都是作為手工釬焊的熱源。
不同工作性質和焊接點需要不同檔次和種類的電烙鐵,雖然性能檔次越高的工具越好用,但人的因素是關鍵,技術水平高的人使用一般烙鐵照樣能焊出很好的焊點。
2)焊錫
手工烙鐵焊接常用管狀焊錫絲,也就是將焊錫制成管狀、內部加焊劑,如圖6.3.17所示。
常用焊劑的成分主要是松香。焊劑是釬焊必不可少的材料,在釬焊中必須使用焊劑除氧化膜,保護液態的焊錫及加熱的焊件金屬不被氧化,以及減小液態焊錫的表面張力、增加焊錫流動性,有助于焊錫潤濕焊件。
3)焊點質量
對焊點基本要求:
①可靠的電連接;
②足夠的機械強度;
③合格的外觀。
圖6.3.18中所示是幾種典型焊點的外觀,其中圖(a)、(b)所示為貼焊導線和插裝元件的焊點,圖(c)、(d)所示為片武元件和L形引線的焊點。
2.浸焊與拖焊
1)最早的機器焊接方法——浸焊
浸焊是最早替代手工焊接的大批量機器焊接方法。
所謂浸焊,就是將安裝好的印制電路板浸入熔化狀態的焊料液,一次完成印制電路板上焊接。焊點以外不需連接的部分通過在印制電路板上涂阻焊劑來實現。
圖6.3.19所示為現在小批量生產中仍在使用的幾種浸焊設備實物及示意圖。浸焊基本是一種手工操作機器焊接方式。
最早的自動焊接方式就是“浸入拖動焊接”,焊接過程中將組裝好并涂有助焊劑的電路板以水平位置慢慢地浸入到熔融的焊錫池中并沿著表面進行拖動,如圖6-3-20所示。
3.現代軟釬焊主要技術——波峰焊
波峰焊是真正適合大批量生產的軟釬焊技術。圖6.3.21為波峰焊示意圖,波峰由機械或電磁泵產生并可控制,印制電路板由傳送帶以一定速度和傾斜度通過波峰,完成焊接。
4.焊接機械手
焊接機械手是為了解決手工焊接效率低、一致性差等弱點而發展起來的局部選擇性錫焊方法。錫焊機械手也稱為焊接機器人,如圖6.3.22所示。 W25Q16BVSSIG
 相關技術資料
相關技術資料- 11-16用斷路器作電動機過電流和斷相
熱門點擊
 公網安備44030402000607
公網安備44030402000607





