
金屬間的擴散現象
發布時間:2012/8/4 13:15:27 訪問次數:2287
熔融焊料潤濕被C2012Y5V1H105Z焊金屬時,同時會產生金屬間的擴散,如圖3-4所示,從而在金屬接觸界面上形成合金層,達到焊接的最終目的。
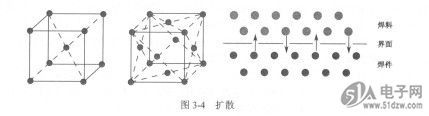
任何金屬內部都不是完全致密的,在晶格內部或晶界面上總存在一定的間隙和空穴。在正常條件下,金屬原子在晶格中都以其平衡位置為中心進行著不停的熱運動,這種運動隨著溫度的增高其頻率和能量也逐步增高,當達到足夠能量和溫度時,某些原子會克服周圍原子對它的束縛,脫離原來占據的位置,這種現象就是擴散。例如,進行銅或銅合金焊接時,在一定的工藝條件下,焊料中的錫原子和被焊金屬銅原子都舍擴散到金屬接觸界面,并形成銅錫合金。
金屬間的擴散速度和擴散量,與溫度和時間密切相關,因此,在焊接技術中,焊接溫度和焊接時間等工藝因素是保證焊接質量,達到可靠連接的重要條件。
另外,焊接時能否生成合金層還取決于被焊金屬與焊料之間親和力的大小,親和力大,則生成金屬化合物(合金層);親和力小,則生成固溶體;親和力特別小,則生成混合物。這說明焊料潤濕被焊金屬的程度與被焊金屬本身特性有關,在電子導電材料中,大多采用銅、金、銀等材料或鍍層,就是為了提高焊料對被焊金屬的潤濕能力。
綜上所述,電子產品的焊接過程是一項復雜的物理化學變化過程,焊點的形成是綜合作用力的結果,通過焊接機理的分析,可以制定出以下提高焊接質量的對策。
(1)必須保證有一個清潔的接觸表面;
(2)采取一定措施降低焊料的表面張力;表面組裝技術基礎
(3)保持一定的焊接溫度和焊接時間;
(4)要了解被焊金屬的表面特性。
焊接工藝參數分析
焊接工藝參數主要有被焊金屬的可焊性、焊接材料的選擇、焊接溫度和時間的確定,正確的操作方法和工具設備的正確使用等。
熔融焊料潤濕被C2012Y5V1H105Z焊金屬時,同時會產生金屬間的擴散,如圖3-4所示,從而在金屬接觸界面上形成合金層,達到焊接的最終目的。
任何金屬內部都不是完全致密的,在晶格內部或晶界面上總存在一定的間隙和空穴。在正常條件下,金屬原子在晶格中都以其平衡位置為中心進行著不停的熱運動,這種運動隨著溫度的增高其頻率和能量也逐步增高,當達到足夠能量和溫度時,某些原子會克服周圍原子對它的束縛,脫離原來占據的位置,這種現象就是擴散。例如,進行銅或銅合金焊接時,在一定的工藝條件下,焊料中的錫原子和被焊金屬銅原子都舍擴散到金屬接觸界面,并形成銅錫合金。
金屬間的擴散速度和擴散量,與溫度和時間密切相關,因此,在焊接技術中,焊接溫度和焊接時間等工藝因素是保證焊接質量,達到可靠連接的重要條件。
另外,焊接時能否生成合金層還取決于被焊金屬與焊料之間親和力的大小,親和力大,則生成金屬化合物(合金層);親和力小,則生成固溶體;親和力特別小,則生成混合物。這說明焊料潤濕被焊金屬的程度與被焊金屬本身特性有關,在電子導電材料中,大多采用銅、金、銀等材料或鍍層,就是為了提高焊料對被焊金屬的潤濕能力。
綜上所述,電子產品的焊接過程是一項復雜的物理化學變化過程,焊點的形成是綜合作用力的結果,通過焊接機理的分析,可以制定出以下提高焊接質量的對策。
(1)必須保證有一個清潔的接觸表面;
(2)采取一定措施降低焊料的表面張力;表面組裝技術基礎
(3)保持一定的焊接溫度和焊接時間;
(4)要了解被焊金屬的表面特性。
焊接工藝參數分析
焊接工藝參數主要有被焊金屬的可焊性、焊接材料的選擇、焊接溫度和時間的確定,正確的操作方法和工具設備的正確使用等。
上一篇:焊點形成的作用力分析
上一篇:被焊金屬的可焊性


 公網安備44030402000607
公網安備44030402000607





