
焊盤環寬
發布時間:2012/9/29 18:57:16 訪問次數:2198
焊盤環寬設為0.5mm時為最佳,它有利于SKM200GAL163D焊接后焊點形成彎月面。如果兩插針之間間隙大,則焊盤環寬度可降低到0.2mm,如圖13.37所示。
鋼板開口設計
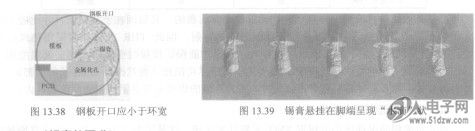
鋼板一般可選厚度為0.12~0.15mm鋼板,其開口識尺寸為:ds=dj+2R - 0.1,其中,dj=孔徑,R-焊盤環寬,如圖13.38所示。
此法保證焊盤環與模板之間的適當接觸,以保證模板承受大的壓力,設計優良的通孔及鋼板開口,錫膏印刷過程不必增加模板的清潔次數也不需要施加過大的印刷壓力。
對錫膏的要求
對所用的焊膏性能沒有特殊要求,無論是有鉛還是無鉛錫膏,印刷過程中應具有良好的流動性以及合適的粒徑(3號粉),焊膏在孔內及安裝插針時應使它們有良好的粘結力和可焊性。
焊膏印刷與量的控制
焊膏可通過常規的印刷機來印刷,并且不需要施加過大的涂布壓力。焊膏印刷后,在PCB的底面見到擠壓出來的錫膏,元器件插裝后,錫膏懸掛在腳端呈現“水滴”狀,像火柴的頭部。如圖13.39所示。
填入的焊膏量一般可由調整印刷速度和刷板角度來獲得。’例如,當刮刀角度由正常的60。改為45。時,更大的壓力可施加于焊膏上,如圖13.40所示。

當改變刮刀角度仍不能保證焊膏漏印量時,可采用重復印劇,采用最大允許厚度的模板,局部增加焊膏用量(附加模板),采用較小的孔/針公差等方法確保焊膏漏印量。
貼裝
目前多功能自動貼片機器都能夠貼裝THR元器件,當THR元器件尺寸較大時,有必要要求貼片機有足夠的安裝高度,即貼片頭吸放高度應超過元器件安裝高度。所需高度通常為25~40mm,在貼片過程中,如果元器件太長,則可改用二合一式的連接器拼接。在貼片過程中,它們必須由攝像系統完全監控。必要時采用人工插放來完成。
焊盤環寬設為0.5mm時為最佳,它有利于SKM200GAL163D焊接后焊點形成彎月面。如果兩插針之間間隙大,則焊盤環寬度可降低到0.2mm,如圖13.37所示。
鋼板開口設計
鋼板一般可選厚度為0.12~0.15mm鋼板,其開口識尺寸為:ds=dj+2R - 0.1,其中,dj=孔徑,R-焊盤環寬,如圖13.38所示。
此法保證焊盤環與模板之間的適當接觸,以保證模板承受大的壓力,設計優良的通孔及鋼板開口,錫膏印刷過程不必增加模板的清潔次數也不需要施加過大的印刷壓力。
對錫膏的要求
對所用的焊膏性能沒有特殊要求,無論是有鉛還是無鉛錫膏,印刷過程中應具有良好的流動性以及合適的粒徑(3號粉),焊膏在孔內及安裝插針時應使它們有良好的粘結力和可焊性。
焊膏印刷與量的控制
焊膏可通過常規的印刷機來印刷,并且不需要施加過大的涂布壓力。焊膏印刷后,在PCB的底面見到擠壓出來的錫膏,元器件插裝后,錫膏懸掛在腳端呈現“水滴”狀,像火柴的頭部。如圖13.39所示。
填入的焊膏量一般可由調整印刷速度和刷板角度來獲得。’例如,當刮刀角度由正常的60。改為45。時,更大的壓力可施加于焊膏上,如圖13.40所示。
當改變刮刀角度仍不能保證焊膏漏印量時,可采用重復印劇,采用最大允許厚度的模板,局部增加焊膏用量(附加模板),采用較小的孔/針公差等方法確保焊膏漏印量。
貼裝
目前多功能自動貼片機器都能夠貼裝THR元器件,當THR元器件尺寸較大時,有必要要求貼片機有足夠的安裝高度,即貼片頭吸放高度應超過元器件安裝高度。所需高度通常為25~40mm,在貼片過程中,如果元器件太長,則可改用二合一式的連接器拼接。在貼片過程中,它們必須由攝像系統完全監控。必要時采用人工插放來完成。
上一篇:檢查焊接爐是否適合通孔再流焊工藝
 相關技術資料
相關技術資料- 9-29焊盤環寬
- 9-27無鉛波峰焊接工藝技術與設備

 公網安備44030402000607
公網安備44030402000607





