
潤濕程度與潤濕角
發布時間:2012/10/5 21:06:04 訪問次數:3058
焊料與AD669BRZ 母材之間的潤濕程度通帶取決于兩者之間的清潔程度,但它很難進行量化分析,在焊接過程中,焊料與母材之間的潤濕程度通常可以用焊料與母材之間的潤濕角秒的大小來表示,如圖5.17所示。
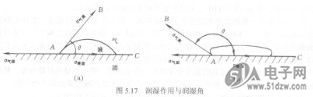
從圖5.17可以看出,所謂的潤濕角臼是指焊料和母材間的界面AC和焊料表面的切線AB之間的夾角,有時又稱為接觸角。圖5.17 (a)所示的潤濕性比圖5.17 (b)要好,潤濕與否在客觀上取決于不同相界面之間表面張力的互相作用。
當焊料滴在金屬平面上時,假設液滴很小,重力可忽略不計,液滴形狀呈球冠狀,并構成一個由固(金屬表面)、液(液態焊料)、氣(大氣)組成的三相界面體系。當處于平衡態時,液滴表面自由能處于最小狀態,因此界面面積和自由表面積都可能趨于最小,在這種情況下它們之間又是互相制約的,一個面積的減小將導致另一個面積的增大,在4點處有三種表面張力在相互作用,并制約著焊料鋪展的潤濕程度。其中
· 仃液氣是液態焊料與大氣的界面張力;
· 仃液固是液態焊料與固態金屬的界面張力;
· 仃固氣是固態金屬與大氣的界面張力;
· 盯固氣力圖使液面沿C4而鋪開,而盯液氣和仃液固則力圖使液滴收縮,達到平衡時建立
下列關系,即T - Yong在1805年提出著名楊氏方程

在焊接過程中,仃固氣增大,cj液氣或盯液固減小,都能使cos0增大,此時鋪展面積增大。從物理意義來說,盯液氣減小意味著液態焊料內部原子對表面原子的吸引力減弱,液態焊料原子特別是邊緣表面的原子,趨向金屬表面,使表面積大,焊料就鋪展開來。同樣盯液固減小,表明固體金屬對液體的吸引增大,使液態焊料內部的原子容易被拉向固一液界面,即也容易鋪展,使cJ液氣、仃液固減小的方法可以參見前面章節內容。
式(5-3)中,cos0稱為潤濕系數,液態焊料對金屬的潤濕程度可以用液一固之間的潤濕角臼的大小來表征,即,
· 若盯固氣一盯液固=仃液氣,則cos0=l,0=0。,這是完全潤濕的情況;
● 若仃液氣>盯固氣一盯液固,則l>cos0>0,0<90。,焊料能潤濕金屬表面;
● 若盯固氣<盯液固,則cos0<0,0>90。,焊料不能潤濕金屬表面;
. 當0=180。時,完全不潤濕。
上面所描述的液態焊料在金屬表面的潤濕程度如圖5.18所示。

焊料與AD669BRZ 母材之間的潤濕程度通帶取決于兩者之間的清潔程度,但它很難進行量化分析,在焊接過程中,焊料與母材之間的潤濕程度通常可以用焊料與母材之間的潤濕角秒的大小來表示,如圖5.17所示。
從圖5.17可以看出,所謂的潤濕角臼是指焊料和母材間的界面AC和焊料表面的切線AB之間的夾角,有時又稱為接觸角。圖5.17 (a)所示的潤濕性比圖5.17 (b)要好,潤濕與否在客觀上取決于不同相界面之間表面張力的互相作用。
當焊料滴在金屬平面上時,假設液滴很小,重力可忽略不計,液滴形狀呈球冠狀,并構成一個由固(金屬表面)、液(液態焊料)、氣(大氣)組成的三相界面體系。當處于平衡態時,液滴表面自由能處于最小狀態,因此界面面積和自由表面積都可能趨于最小,在這種情況下它們之間又是互相制約的,一個面積的減小將導致另一個面積的增大,在4點處有三種表面張力在相互作用,并制約著焊料鋪展的潤濕程度。其中
· 仃液氣是液態焊料與大氣的界面張力;
· 仃液固是液態焊料與固態金屬的界面張力;
· 仃固氣是固態金屬與大氣的界面張力;
· 盯固氣力圖使液面沿C4而鋪開,而盯液氣和仃液固則力圖使液滴收縮,達到平衡時建立
下列關系,即T - Yong在1805年提出著名楊氏方程
在焊接過程中,仃固氣增大,cj液氣或盯液固減小,都能使cos0增大,此時鋪展面積增大。從物理意義來說,盯液氣減小意味著液態焊料內部原子對表面原子的吸引力減弱,液態焊料原子特別是邊緣表面的原子,趨向金屬表面,使表面積大,焊料就鋪展開來。同樣盯液固減小,表明固體金屬對液體的吸引增大,使液態焊料內部的原子容易被拉向固一液界面,即也容易鋪展,使cJ液氣、仃液固減小的方法可以參見前面章節內容。
式(5-3)中,cos0稱為潤濕系數,液態焊料對金屬的潤濕程度可以用液一固之間的潤濕角臼的大小來表征,即,
· 若盯固氣一盯液固=仃液氣,則cos0=l,0=0。,這是完全潤濕的情況;
● 若仃液氣>盯固氣一盯液固,則l>cos0>0,0<90。,焊料能潤濕金屬表面;
● 若盯固氣<盯液固,則cos0<0,0>90。,焊料不能潤濕金屬表面;
. 當0=180。時,完全不潤濕。
上面所描述的液態焊料在金屬表面的潤濕程度如圖5.18所示。
 相關技術資料
相關技術資料- 11-23模擬和混合信號平臺Treo詳情
- 11-23PXI和LXI模塊化解決方案解讀
- 11-23AN-13-0004_CAN收發器結構參數特點應用設計
- 11-23屏蔽柵槽溝技術 (SGT)主要特性及功能應用
- 11-23第一代SGT MOSFET系列技術結構參數封裝
- 11-23全球首顆GSE DPU芯片發布
- 11-22新一代5G-A模組RG650V-NA結構技術參數應用及需求分析
- 11-22電池儲能系統 (BESS)結構設計及解決方案
- 11-22全新高脈沖制動電阻系列參數技術應用設計
- 11-22Telcordia GR-468 CORE測試應用全
- 11-22DSP(數字信號處理器)系列介紹
- 11-22AI ISP的技術優勢和市場發展趨勢
熱門點擊

 公網安備44030402000607
公網安備44030402000607





