
潤濕程度的目測評估
發布時間:2012/10/5 21:09:02 訪問次數:1377
焊料潤濕焊接AD677JN 面的現象除了用潤濕角,潤濕系數表達之外,還可以通過目測觀察到的現象來評估。潤濕程度的大小,常分為下列幾種狀態。
①潤濕良好:指在焊接面上留下一層均勻連續、光滑、無裂痕、咐著好的焊料,此時接觸角明顯小于30。。若是通過切片觀察,則在結合面上形成均勻的金屬面化合物并且沒有氣泡。
②部分潤濕:金屬表面一些地方被焊料潤濕,另一些地方表現為不潤濕。在潤濕區域的邊緣上,接觸角明顯偏大。
③不潤濕:焊料在焊料面未能有效鋪展,甚至在外力作用下,焊料仍可去除。
5.1.9毛細現象及其在焊接中的作用
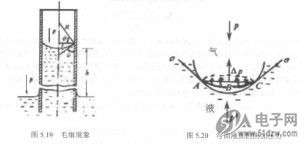
當把半徑為,的毛細管插入某液體中,液體若能潤濕管壁,則液體將會上升到管內的高度,并且管中的液面將呈凹形,此時的潤濕角0<90。(另一種可能是液體不能潤濕管壁,則得到相反的結論,本節對此不討論),如圖5.19所示。
此現象通常稱為毛細現象。同樣,插入液態焊料中的毛細管,液態焊料也會上升到一定高度。毛細現象在焊接過程中起著十分有用的作用。例如,在通孔元器件焊接中,適當增加金屬化孔的內徑,焊料通過毛細現象穿透過金屬化孔上升到元器件引腳根部,這將得到良好的焊接效果。在再流焊中,元器件的端電極與焊盤之間也構成毛細現象,故也有利于焊接。此外,焊料在粗糙的金屬表面上借助于毛細管現象產生的毛細管力,沿著固體金屬表面上的微小凹凸面向四方擴散。毛細現象的本質在于進入毛細管中液體表面張力的作用而產生的,我們首先考察一下凹液面的表面力的分布,如圖5.20所示。
焊料潤濕焊接AD677JN 面的現象除了用潤濕角,潤濕系數表達之外,還可以通過目測觀察到的現象來評估。潤濕程度的大小,常分為下列幾種狀態。
①潤濕良好:指在焊接面上留下一層均勻連續、光滑、無裂痕、咐著好的焊料,此時接觸角明顯小于30。。若是通過切片觀察,則在結合面上形成均勻的金屬面化合物并且沒有氣泡。
②部分潤濕:金屬表面一些地方被焊料潤濕,另一些地方表現為不潤濕。在潤濕區域的邊緣上,接觸角明顯偏大。
③不潤濕:焊料在焊料面未能有效鋪展,甚至在外力作用下,焊料仍可去除。
5.1.9毛細現象及其在焊接中的作用
當把半徑為,的毛細管插入某液體中,液體若能潤濕管壁,則液體將會上升到管內的高度,并且管中的液面將呈凹形,此時的潤濕角0<90。(另一種可能是液體不能潤濕管壁,則得到相反的結論,本節對此不討論),如圖5.19所示。
此現象通常稱為毛細現象。同樣,插入液態焊料中的毛細管,液態焊料也會上升到一定高度。毛細現象在焊接過程中起著十分有用的作用。例如,在通孔元器件焊接中,適當增加金屬化孔的內徑,焊料通過毛細現象穿透過金屬化孔上升到元器件引腳根部,這將得到良好的焊接效果。在再流焊中,元器件的端電極與焊盤之間也構成毛細現象,故也有利于焊接。此外,焊料在粗糙的金屬表面上借助于毛細管現象產生的毛細管力,沿著固體金屬表面上的微小凹凸面向四方擴散。毛細現象的本質在于進入毛細管中液體表面張力的作用而產生的,我們首先考察一下凹液面的表面力的分布,如圖5.20所示。
 相關技術資料
相關技術資料- 11-23模擬和混合信號平臺Treo詳情
- 11-23PXI和LXI模塊化解決方案解讀
- 11-23AN-13-0004_CAN收發器結構參數特點應用設計
- 11-23屏蔽柵槽溝技術 (SGT)主要特性及功能應用
- 11-23第一代SGT MOSFET系列技術結構參數封裝
- 11-23全球首顆GSE DPU芯片發布
- 11-22新一代5G-A模組RG650V-NA結構技術參數應用及需求分析
- 11-22電池儲能系統 (BESS)結構設計及解決方案
- 11-22全新高脈沖制動電阻系列參數技術應用設計
- 11-22Telcordia GR-468 CORE測試應用全
- 11-22DSP(數字信號處理器)系列介紹
- 11-22AI ISP的技術優勢和市場發展趨勢

 公網安備44030402000607
公網安備44030402000607





