
烙鐵頭腐蝕機理分析
發布時間:2012/10/10 20:49:37 訪問次數:1193
盡管采取多種措施防BK1005LL121-T止鉻鐵頭腐蝕,但鉻鐵頭仍是易損零件,特別是用于無鉛焊料的焊接過程中。正如在第5章中所介紹的那樣,錫與多種金屬有良好的親和能力,浸入液態焊料的固體金屬會產生溶解,這就是人們通常所說的“浸析現象”,鉻、鎳、鐵雖然在錫鉛中溶解能力低,但在無鍛工藝中,一方面焊料中的錫含量由原來63% (Sn63Pb37)提高到96%(Sn3.OAg0.5Cu)以上,錫的純度大大提升,另一方面焊料的溫度也由原來的230℃提升到260℃,因此這兩者的協同效應均提升了它們在焊料的溶解速度。
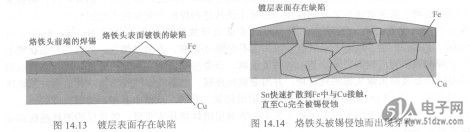
以鎳為例,在2500C以下鎳幾乎不熔于Sn,當溫度提高到3000C以上,鎳開始微熔,在無鉛焊接中,鉻鐵頭溫度到達到3500C以上,鎳層熔解能力己明顯提高,由此可見,鉻鐵頭的損壞過程其本質是各種鍍層被Sn熔蝕的過程,若鍍層表面存在缺陷,焊料中的Sn通過鍍層表面可快速地擴散到Fe中與Cu接觸而反應,直至Cu完全被錫侵蝕而出現穿孔的現象,如圖14.13和圖14.14所示。
茌實際生產中,焊錫絲中助焊劑的存在,也是促進烙鐵頭腐蝕的另一個原因,助焊劑中的活性劑均是酸性物質,包括松香,它在高溫下也會生成松香酸,它們均會對烙鐵頭的鍍層造成直接的腐蝕,此外,助焊劑在高溫下的殘留物也會影響到烙鐵頭的腐蝕,這些殘留物包裹著烙鐵頭的表面不利于烙鐵頭的溫度散發,尤其烙鐵在閑置時仍保持著焊接溫度,烙鐵頭的熱量得不到釋放更會加劇烙鐵頭的腐蝕。通常,電烙鐵的鍍層厚約為500pm,它在無鉛工藝中,其使用壽命僅為使用SnPb錫絲時的1/3。因此,在實際操作過程中,應盡量避免在過高溫度下操作,電烙鐵用完后,在烙鐵頭溫度稍為降低一些后,可涂上焊料以起到保護的作用。
盡管采取多種措施防BK1005LL121-T止鉻鐵頭腐蝕,但鉻鐵頭仍是易損零件,特別是用于無鉛焊料的焊接過程中。正如在第5章中所介紹的那樣,錫與多種金屬有良好的親和能力,浸入液態焊料的固體金屬會產生溶解,這就是人們通常所說的“浸析現象”,鉻、鎳、鐵雖然在錫鉛中溶解能力低,但在無鍛工藝中,一方面焊料中的錫含量由原來63% (Sn63Pb37)提高到96%(Sn3.OAg0.5Cu)以上,錫的純度大大提升,另一方面焊料的溫度也由原來的230℃提升到260℃,因此這兩者的協同效應均提升了它們在焊料的溶解速度。
以鎳為例,在2500C以下鎳幾乎不熔于Sn,當溫度提高到3000C以上,鎳開始微熔,在無鉛焊接中,鉻鐵頭溫度到達到3500C以上,鎳層熔解能力己明顯提高,由此可見,鉻鐵頭的損壞過程其本質是各種鍍層被Sn熔蝕的過程,若鍍層表面存在缺陷,焊料中的Sn通過鍍層表面可快速地擴散到Fe中與Cu接觸而反應,直至Cu完全被錫侵蝕而出現穿孔的現象,如圖14.13和圖14.14所示。
茌實際生產中,焊錫絲中助焊劑的存在,也是促進烙鐵頭腐蝕的另一個原因,助焊劑中的活性劑均是酸性物質,包括松香,它在高溫下也會生成松香酸,它們均會對烙鐵頭的鍍層造成直接的腐蝕,此外,助焊劑在高溫下的殘留物也會影響到烙鐵頭的腐蝕,這些殘留物包裹著烙鐵頭的表面不利于烙鐵頭的溫度散發,尤其烙鐵在閑置時仍保持著焊接溫度,烙鐵頭的熱量得不到釋放更會加劇烙鐵頭的腐蝕。通常,電烙鐵的鍍層厚約為500pm,它在無鉛工藝中,其使用壽命僅為使用SnPb錫絲時的1/3。因此,在實際操作過程中,應盡量避免在過高溫度下操作,電烙鐵用完后,在烙鐵頭溫度稍為降低一些后,可涂上焊料以起到保護的作用。
上一篇:烙鐵頭設定溫度的影響
上一篇:烙鐵頭失效原因及處理辦法
 相關技術資料
相關技術資料- 10-10烙鐵頭腐蝕機理分析
熱門點擊
- 銅表面的氧化層
- 實驗內容與步驟
- 環氧膠固化的兩個重要參數
- 輸入/輸出元件與PLC數據對照表
- 錫鉛焊料
- 混料罐實驗(設計性實驗)
- 焊點的疲勞
- 小外形封裝集成電路SOP
- 印制板組件焊接后PCB基板上起泡的原因與解決
- 實驗電路與說明
推薦技術資料

- DS2202型示波器試用
- 說起數字示波器,普源算是國內的老牌子了,FQP8N60... [詳細]
 公網安備44030402000607
公網安備44030402000607





