
手工焊接溫度曲線
發布時間:2012/10/11 19:53:55 訪問次數:1853
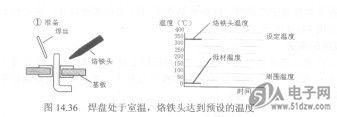
手工焊接,不僅是要形成BK1608LM182-T可靠的焊點,而且產品廢品率要低,以及生產效率要高,要達到所說的這三個目的,這均與焊接的過程控制有緊密聯系,在上述五步操作法的步驟①中,所要焊接的焊盤仍處于室溫,僅是烙鐵頭達到設定的溫度,焊盤溫度狀態如圖14.36所示。
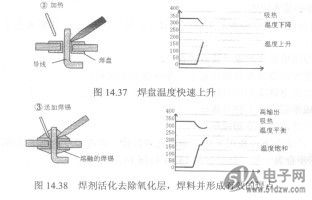
在步驟②、③操作過程中,加熱的烙鐵頭接觸焊盤和焊錫絲,烙鐵頭上存儲的熱能量傳遞給焊盤,被焊物的引腳、焊錫和焊盤溫度快速上升,要注意的是一旦烙鐵頭接觸到焊盤,其存儲熱能量的供應是非控制的,此時烙鐵頭溫度有所下降;當焊盤溫度達到設定要求時,焊料熔化,同時焊劑也快速熔化,并且焊劑中的活化劑快速地去除元器件引腳及焊盤上的氧化層,焊料迅速在銅層上鋪展潤濕,焊料中的Sn與Cu層的結合部形成Cu6Sn5合金,并形成有效的焊點,如圖14.37和圖14.38所示。
此外,需要注意的是,在操作過程中,焊接壓力不應過大,應以有利于熱量的傳遞與形成合金層,又不對印制板組件造成損傷為宜。
通常在焊接過程中,我們把烙鐵頭與被焊工件相互接觸,并能形成錫焊點所需的溫度,即焊接點實際所能得到的溫度稱為焊接溫度,通常焊接溫度為焊料熔點加上40℃,例如當使用Sn60Pb40(熔點為183℃)焊料時,其焊接溫度為223℃左右;當使用Sn3.8Ag0.7Cu(熔點為217℃),其焊接溫度為257 0C左右;當使用Sn0.7Cu(熔點為227℃),其焊接溫度為267℃左右。同時將烙鐵頭與被焊工件相互接觸并能形成錫焊點所需的時間,即烙鐵頭在焊接處停留的時間稱為焊接時間,該時間規定在3~5s為宜。要注意的是,電烙鐵表溫(旋鈕刻度溫)不等于能形成焊點所需的焊接溫度。
手工焊接,不僅是要形成BK1608LM182-T可靠的焊點,而且產品廢品率要低,以及生產效率要高,要達到所說的這三個目的,這均與焊接的過程控制有緊密聯系,在上述五步操作法的步驟①中,所要焊接的焊盤仍處于室溫,僅是烙鐵頭達到設定的溫度,焊盤溫度狀態如圖14.36所示。
在步驟②、③操作過程中,加熱的烙鐵頭接觸焊盤和焊錫絲,烙鐵頭上存儲的熱能量傳遞給焊盤,被焊物的引腳、焊錫和焊盤溫度快速上升,要注意的是一旦烙鐵頭接觸到焊盤,其存儲熱能量的供應是非控制的,此時烙鐵頭溫度有所下降;當焊盤溫度達到設定要求時,焊料熔化,同時焊劑也快速熔化,并且焊劑中的活化劑快速地去除元器件引腳及焊盤上的氧化層,焊料迅速在銅層上鋪展潤濕,焊料中的Sn與Cu層的結合部形成Cu6Sn5合金,并形成有效的焊點,如圖14.37和圖14.38所示。
此外,需要注意的是,在操作過程中,焊接壓力不應過大,應以有利于熱量的傳遞與形成合金層,又不對印制板組件造成損傷為宜。
通常在焊接過程中,我們把烙鐵頭與被焊工件相互接觸,并能形成錫焊點所需的溫度,即焊接點實際所能得到的溫度稱為焊接溫度,通常焊接溫度為焊料熔點加上40℃,例如當使用Sn60Pb40(熔點為183℃)焊料時,其焊接溫度為223℃左右;當使用Sn3.8Ag0.7Cu(熔點為217℃),其焊接溫度為257 0C左右;當使用Sn0.7Cu(熔點為227℃),其焊接溫度為267℃左右。同時將烙鐵頭與被焊工件相互接觸并能形成錫焊點所需的時間,即烙鐵頭在焊接處停留的時間稱為焊接時間,該時間規定在3~5s為宜。要注意的是,電烙鐵表溫(旋鈕刻度溫)不等于能形成焊點所需的焊接溫度。
 相關技術資料
相關技術資料- 10-11手工焊接溫度曲線
熱門點擊
 公網安備44030402000607
公網安備44030402000607





