
熱能量傳導
發布時間:2012/10/11 19:57:08 訪問次數:1094
從熱能的角度來看,影響手BK1608LM252-T工電烙鐵焊接成功的最首要因素取決于對焊點需要的熱量的有效傳遞和控制,上述步驟②、③(見圖14.36和圖14.37)是焊點形成的過程,也是手工焊接的最為關鍵的一步,從熱能傳導的規律來看,焊接過程是熱能量從熱源向被焊物的熱能量轉移過程,在這個過程中,加熱的烙鐵頭接觸焊盤和焊錫,烙鐵頭上存儲的熱能量傳遞給焊盤,被焊物的引腳和焊錫升溫,當錫絲熔化時助焊劑開始活化,此時進入了“助焊劑活化區”(見圖14.43中的斜線區),化劑去除被焊物上的氧化層,確保能夠形成很好的焊接潤濕,在這個過程中,既要保證活化劑有效地去除元器件引腳及焊盤上的氧化層,又要保證活化劑不應快速分解完。這個過程中對于電烙鐵來說,在焊劑活化區電烙鐵不應提供過高的溫度,否則會導致熱能量過大,助焊劑會瞬間分解,隨著熱能量繼續傳遞給被焊物,直到溫度達到焊接溫度時,即進入“回流焊接區”(見圖14.43中的方格區)。焊錫在被焊物表面流動,填充間隙形成焊點,在這個過程中,要保證形成焊錫回流焊接,并保持一定時間形成金焊點,電烙鐵加熱體要能夠補充熱量,有利于焊料在被焊物表面流動,填充間隙形成優良的焊點,同時不產生溫度過沖,因為過高的溫度會使焊點的合金層惡化以及焊盤的損壞。焊接過程中理想的“熱能量”的變化如圖14.44所示。
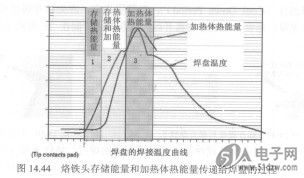
圖中,區域1代表烙鐵頭焊接前所儲存的熱能,區域2為加熱體加熱后的熱能,區域3為加熱體加熱后同烙鐵頭焊接前所儲存的熱能合并后的總熱能。當電烙鐵接觸初期,烙鐵頭溫度是下降的,這一方面是焊盤焊料吸收了大量熱星,另一方面此時的熱是烙鐵頭原來所儲存的熱,這時尚未啟動加熱系統,當溫度降到一定值,電熱芯開始加熱補充熱能,合并后的熱能滿足了焊料回流的需要。不同品牌電烙鐵質量的區別就在于第二次補熱是否及時,傳統的電烙鐵采用設定溫度控制技術,加熱體根據傳感器檢測溫度與設定溫度之差來決定是否工作,如圖14.45所示。

從熱能的角度來看,影響手BK1608LM252-T工電烙鐵焊接成功的最首要因素取決于對焊點需要的熱量的有效傳遞和控制,上述步驟②、③(見圖14.36和圖14.37)是焊點形成的過程,也是手工焊接的最為關鍵的一步,從熱能傳導的規律來看,焊接過程是熱能量從熱源向被焊物的熱能量轉移過程,在這個過程中,加熱的烙鐵頭接觸焊盤和焊錫,烙鐵頭上存儲的熱能量傳遞給焊盤,被焊物的引腳和焊錫升溫,當錫絲熔化時助焊劑開始活化,此時進入了“助焊劑活化區”(見圖14.43中的斜線區),化劑去除被焊物上的氧化層,確保能夠形成很好的焊接潤濕,在這個過程中,既要保證活化劑有效地去除元器件引腳及焊盤上的氧化層,又要保證活化劑不應快速分解完。這個過程中對于電烙鐵來說,在焊劑活化區電烙鐵不應提供過高的溫度,否則會導致熱能量過大,助焊劑會瞬間分解,隨著熱能量繼續傳遞給被焊物,直到溫度達到焊接溫度時,即進入“回流焊接區”(見圖14.43中的方格區)。焊錫在被焊物表面流動,填充間隙形成焊點,在這個過程中,要保證形成焊錫回流焊接,并保持一定時間形成金焊點,電烙鐵加熱體要能夠補充熱量,有利于焊料在被焊物表面流動,填充間隙形成優良的焊點,同時不產生溫度過沖,因為過高的溫度會使焊點的合金層惡化以及焊盤的損壞。焊接過程中理想的“熱能量”的變化如圖14.44所示。
圖中,區域1代表烙鐵頭焊接前所儲存的熱能,區域2為加熱體加熱后的熱能,區域3為加熱體加熱后同烙鐵頭焊接前所儲存的熱能合并后的總熱能。當電烙鐵接觸初期,烙鐵頭溫度是下降的,這一方面是焊盤焊料吸收了大量熱星,另一方面此時的熱是烙鐵頭原來所儲存的熱,這時尚未啟動加熱系統,當溫度降到一定值,電熱芯開始加熱補充熱能,合并后的熱能滿足了焊料回流的需要。不同品牌電烙鐵質量的區別就在于第二次補熱是否及時,傳統的電烙鐵采用設定溫度控制技術,加熱體根據傳感器檢測溫度與設定溫度之差來決定是否工作,如圖14.45所示。
上一篇:手工焊接溫度曲線
上一篇:目測法評估電烙鐵溫度
 相關技術資料
相關技術資料- 10-11熱能量傳導
熱門點擊
- Sn-Zn系合金
- 救護車雙音報警器仿真電路
- CCD的分辨率
- SET、RST、PLS、PLF指令
- Sn和Pb是同主族元素
- 理想無鉛手工焊接溫度曲線
- 兆歐表的使用方法
- 雙音報警電路的設計與測試
- 救護車雙音報警器仿真電路
- 常用電學量的測量技術
推薦技術資料

- 自制智能型ICL7135
- 表頭使ff11CL7135作為ADC,ICL7135是... [詳細]
 公網安備44030402000607
公網安備44030402000607





