
爐溫曲線
發布時間:2012/10/13 20:21:08 訪問次數:3211
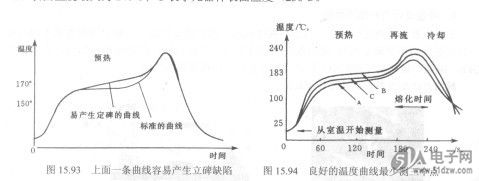
PCB工作曲線不正確,原因是板面AT697F-KG-E上溫差過大,通常爐體過短和溫區太少就會出現這些缺陷,有缺陷的工作曲線如圖15.93所示。
解決辦法是根據每種產品調節溫度曲線。
良好的工作曲線應該是:錫膏充分熔化;對PCB/元器件其熱應力最小;各種焊接缺陷最低或無。
通常最少應測量三個點,如圖15.94所示,A表示焊點溫度為205℃~220℃;B表示PCB表面溫度最大為240℃;C表示元器件表面溫度<230℃。
N2再流焯中的氧濃度
采用N2保護再流焊會增加焊料的潤濕力,但越來越多的報導說明,在氧含量過低的情況下發生立碑的現象反而增多。通常認為氧含量控制在(100~500) xl0-6最為合適。
PCB工作曲線不正確,原因是板面AT697F-KG-E上溫差過大,通常爐體過短和溫區太少就會出現這些缺陷,有缺陷的工作曲線如圖15.93所示。
解決辦法是根據每種產品調節溫度曲線。
良好的工作曲線應該是:錫膏充分熔化;對PCB/元器件其熱應力最小;各種焊接缺陷最低或無。
通常最少應測量三個點,如圖15.94所示,A表示焊點溫度為205℃~220℃;B表示PCB表面溫度最大為240℃;C表示元器件表面溫度<230℃。
N2再流焯中的氧濃度
采用N2保護再流焊會增加焊料的潤濕力,但越來越多的報導說明,在氧含量過低的情況下發生立碑的現象反而增多。通常認為氧含量控制在(100~500) xl0-6最為合適。
上一篇:再流焊中錫珠生成原因與解決辦法
 相關IC型號
相關IC型號- AT697F-KG-E
- 暫無最新型號
 公網安備44030402000607
公網安備44030402000607





