
POP組裝技術
發布時間:2014/5/29 20:42:16 訪問次數:731
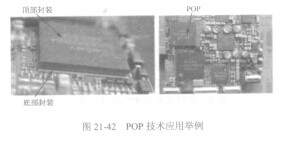
最底部的囂件與組裝板上的其他元器件一起印刷焊膏,上面堆疊的器件采用浸蘸膏狀助焊劑的方法堆疊在下面的器件上。SD3931-10浸蘸膏狀助焊劑的方法與晶圓級封裝WL-CSP的貼裝基本相同。
(1) POP貼裝工藝過程
下面以圖21-40 (b)為例,該堆疊最底層是ASIC(特殊用途的lC),在ASIC上面堆疊兩層存儲器。該例子的POP貼裝工藝過程如圖21-43所示。
(2) POP裝配工藝的關注點
①頂部元件助焊劑或焊膏量的控制。與FC浸蘸工藝相同,要求蘸取1/2焊球直徑的高度。
②貼裝過程中基準點的選擇和壓力(Z軸高度)的控制。底層元件以整板基準點來矯正沒有問題,上層元件應選擇其底層元件表面七的局部基準點。
POP貼裝機的貼裝頭應配置Z軸高度傳感器,過高的壓力會將底層元件的錫膏壓塌,造成短路和錫珠,高壓力貼裝多層元件也會因壓力不平衡導致器件倒塌。
③底部元件錫膏印刷工藝的控制。底部元件球間距為0.5mm或0.4mm的CSP,需要優化PCB焊盤的設計,印刷鋼網的開孔設計也需要仔細考慮。錫膏的選擇也成為關鍵。

④再流焊接工藝的控制。由于無鉛焊接的溫度較高,較薄的元件和基板(厚度為0.3mm)在再流焯接過程中很容易產生熱變形,升溫速度建議控制在1.5℃/s以內,需要細致地優化再流焊
接溫度曲線。同時監控頂層元件表面與底層元件內部溫度非常重要,既要考慮頂層元件表面溫度不要過高,又要保證底層元件焊球和錫膏充分熔化、形成良好的焊點。
⑤再流焊接后的檢查。堆疊兩層應用X射線來檢查沒有什么問題,但對于多層堆疊要清楚地檢查各層焊點的情況,實非易事,這時需要X射線檢查儀具有分層檢查的功能。
最底部的囂件與組裝板上的其他元器件一起印刷焊膏,上面堆疊的器件采用浸蘸膏狀助焊劑的方法堆疊在下面的器件上。SD3931-10浸蘸膏狀助焊劑的方法與晶圓級封裝WL-CSP的貼裝基本相同。
(1) POP貼裝工藝過程
下面以圖21-40 (b)為例,該堆疊最底層是ASIC(特殊用途的lC),在ASIC上面堆疊兩層存儲器。該例子的POP貼裝工藝過程如圖21-43所示。
(2) POP裝配工藝的關注點
①頂部元件助焊劑或焊膏量的控制。與FC浸蘸工藝相同,要求蘸取1/2焊球直徑的高度。
②貼裝過程中基準點的選擇和壓力(Z軸高度)的控制。底層元件以整板基準點來矯正沒有問題,上層元件應選擇其底層元件表面七的局部基準點。
POP貼裝機的貼裝頭應配置Z軸高度傳感器,過高的壓力會將底層元件的錫膏壓塌,造成短路和錫珠,高壓力貼裝多層元件也會因壓力不平衡導致器件倒塌。
③底部元件錫膏印刷工藝的控制。底部元件球間距為0.5mm或0.4mm的CSP,需要優化PCB焊盤的設計,印刷鋼網的開孔設計也需要仔細考慮。錫膏的選擇也成為關鍵。
④再流焊接工藝的控制。由于無鉛焊接的溫度較高,較薄的元件和基板(厚度為0.3mm)在再流焯接過程中很容易產生熱變形,升溫速度建議控制在1.5℃/s以內,需要細致地優化再流焊
接溫度曲線。同時監控頂層元件表面與底層元件內部溫度非常重要,既要考慮頂層元件表面溫度不要過高,又要保證底層元件焊球和錫膏充分熔化、形成良好的焊點。
⑤再流焊接后的檢查。堆疊兩層應用X射線來檢查沒有什么問題,但對于多層堆疊要清楚地檢查各層焊點的情況,實非易事,這時需要X射線檢查儀具有分層檢查的功能。
 相關技術資料
相關技術資料- 7-7防止穩壓器受射頻干擾
- 7-7RFI抑制應開始于設備級
- 5-29POP組裝技術
- 相關IC型號
- SD3931-10
- 暫無最新型號
 公網安備44030402000607
公網安備44030402000607





