
IPB10N03LBG 磁粉檢測方法的應用和退磁處理
發布時間:2020/2/2 14:37:50 訪問次數:1505
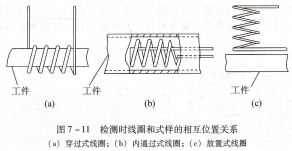
ipb10n03lbg圖7-11 檢測時線圈和式樣的相互位置關系,(a)穿過式線圈;(b)內通過式線圈;(c)放置式線圈.
渦流檢測的頻率選擇和渦流檢測法的應用,渦流檢測的頻率選擇.
渦流檢測所用頻率范圍從200hz~600mhz或更大。在具體檢測中,實際所選用的頻率由被檢工件的厚度、所希望透入的深度、要求達到的靈敏度或分辨率以及不同的檢測目的等所決定的.
提高檢測頻率會使檢測靈敏度提高,加快檢測速度,但渦流滲透深度會減少,可能會達不到要檢測損傷的深度要求;降低頻率會使渦流滲透深度加大,可是檢測靈敏度和速度卻要降低。所以,在能達到所要求的滲透深度的傳況下,選擇盡可能高的頻率,以提高檢測的靈敏度和檢測速度。特別是只需要檢測工件表面缺陷時,可選用高達幾兆赫茲的頻率。但若需要檢測相當深度的缺陷時,只好采用較低的頻率,以達到所要求的滲透深度,這樣檢測的靈敏度會降低,很難發現細小的缺陷。
渦流檢測儀分為高頻和低頻兩種,渦流檢測法的應用,渦流檢測法適用于煌測導電材料制件的表面或近表亙塑重l如裂紋、折疊、氣孔、夾雜等的檢測。不適用于熱處理的碳鋼或合金鋼等強磁性材料構件的損傷檢測,因為強磁性材料不均勻的導電率會影響測量結果。
渦流檢測法設備簡單、操作方便、成本低,易于實現自動化操作,速度快,無需對檢測表面做特殊清潔和準備工作,便于進行現場檢測。對導電材料制件表面或近表面的疲勞裂紋、應力腐蝕裂紋有很高的靈敏度,特別適用于中的磁粉檢測法,如圖7-13所示 .
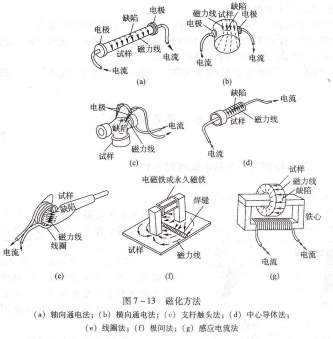
磁粉檢測的基本原理和方法,磁粉檢測的基本原理,當鐵磁性工件被磁化后,如果工件表面或近表面存在缺陷,造成局部磁阻增大,磁化方法,(a)軸向通電法;(b)橫向通電法;(c)支桿觸頭法;〈d)中心導體法,(e)線圈法;(f)極間法;(g)感應電流法.
磁粉檢測方法的應用和退磁處理,磁粉檢測方法的應用,磁粉檢測方法用于檢測鐵磁性材料工件表面或近表面的裂紋、夾雜等缺陷,但不能檢測出缺陷的深度。這種方法操作簡單、速度快、靈敏度高,缺陷顯示直觀,能準確地確定缺陷大小、形狀和位置。飛機結構上的鐵磁性工件表面或近表面的缺陷都可以用磁粉檢測法來檢測,檢測結果直觀而可靠。
磁粉檢測法不適用于非鐵磁性材料,而且在檢查前必須對被檢工件的表面進行清洗。另外,檢測后要對探傷工件進行退磁處理。
退磁處理若對經過磁粉檢測法探傷的工件不進行退磁處理,工件上的剩磁場會對工件以后的加工或工作帶來不利影響:
剩磁會影響工件周圍某些儀器和儀表的工作精度和功能號炮)剩磁會吸附磁粉,造成工件的磨損;剩磁會吸附鐵屑,破壞工件表面精度,并使刀具鈍化電極電流試樣.
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
ipb10n03lbg圖7-11 檢測時線圈和式樣的相互位置關系,(a)穿過式線圈;(b)內通過式線圈;(c)放置式線圈.
渦流檢測的頻率選擇和渦流檢測法的應用,渦流檢測的頻率選擇.
渦流檢測所用頻率范圍從200hz~600mhz或更大。在具體檢測中,實際所選用的頻率由被檢工件的厚度、所希望透入的深度、要求達到的靈敏度或分辨率以及不同的檢測目的等所決定的.
提高檢測頻率會使檢測靈敏度提高,加快檢測速度,但渦流滲透深度會減少,可能會達不到要檢測損傷的深度要求;降低頻率會使渦流滲透深度加大,可是檢測靈敏度和速度卻要降低。所以,在能達到所要求的滲透深度的傳況下,選擇盡可能高的頻率,以提高檢測的靈敏度和檢測速度。特別是只需要檢測工件表面缺陷時,可選用高達幾兆赫茲的頻率。但若需要檢測相當深度的缺陷時,只好采用較低的頻率,以達到所要求的滲透深度,這樣檢測的靈敏度會降低,很難發現細小的缺陷。
渦流檢測儀分為高頻和低頻兩種,渦流檢測法的應用,渦流檢測法適用于煌測導電材料制件的表面或近表亙塑重l如裂紋、折疊、氣孔、夾雜等的檢測。不適用于熱處理的碳鋼或合金鋼等強磁性材料構件的損傷檢測,因為強磁性材料不均勻的導電率會影響測量結果。
渦流檢測法設備簡單、操作方便、成本低,易于實現自動化操作,速度快,無需對檢測表面做特殊清潔和準備工作,便于進行現場檢測。對導電材料制件表面或近表面的疲勞裂紋、應力腐蝕裂紋有很高的靈敏度,特別適用于中的磁粉檢測法,如圖7-13所示 .
磁粉檢測的基本原理和方法,磁粉檢測的基本原理,當鐵磁性工件被磁化后,如果工件表面或近表面存在缺陷,造成局部磁阻增大,磁化方法,(a)軸向通電法;(b)橫向通電法;(c)支桿觸頭法;〈d)中心導體法,(e)線圈法;(f)極間法;(g)感應電流法.
磁粉檢測方法的應用和退磁處理,磁粉檢測方法的應用,磁粉檢測方法用于檢測鐵磁性材料工件表面或近表面的裂紋、夾雜等缺陷,但不能檢測出缺陷的深度。這種方法操作簡單、速度快、靈敏度高,缺陷顯示直觀,能準確地確定缺陷大小、形狀和位置。飛機結構上的鐵磁性工件表面或近表面的缺陷都可以用磁粉檢測法來檢測,檢測結果直觀而可靠。
磁粉檢測法不適用于非鐵磁性材料,而且在檢查前必須對被檢工件的表面進行清洗。另外,檢測后要對探傷工件進行退磁處理。
退磁處理若對經過磁粉檢測法探傷的工件不進行退磁處理,工件上的剩磁場會對工件以后的加工或工作帶來不利影響:
剩磁會影響工件周圍某些儀器和儀表的工作精度和功能號炮)剩磁會吸附磁粉,造成工件的磨損;剩磁會吸附鐵屑,破壞工件表面精度,并使刀具鈍化電極電流試樣.
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相關電子資訊
相關電子資訊- 12-02雙通道任意波形發生器系列簡述
- 12-02PixGain HDR與SFCPixel-2技術結構參數及應用范圍
- 12-02增強版移動數據通信模塊連接和管理
- 12-02斷路器和電容器結構技術分類優特點及區別
- 12-02探索NTC熱敏電阻的技術封裝與應用需求分析
- 12-02操縱傳感器類型分析和選用詳情
- 12-02示波器探頭類型及使用技巧
- 12-02汽車 76GHz 至 81GHz 單芯片雷達
- 12-02高射頻VMMK器件電感和電容
- 12-02最新超大版CoWoS封裝技術結構特點設計
- 11-30OT與IT數據集成數字化建設新模式
- 11-30 TVS二極管選擇分類低壓降與保護簡述
 公網安備44030402000607
公網安備44030402000607





