
電烙鐵
發布時間:2013/3/26 20:07:38 訪問次數:2177
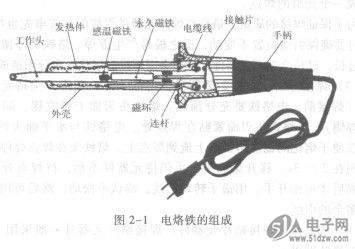
電烙鐵是一種錫焊和塑料燙STTA106U焊的常用電熱工具,如圖2-1所示,它主要由手柄、外殼、發熱件、感溫磁鐵、永久磁鐵、連桿等組成。
電烙鐵是焊接中最常用的工具,把電能轉換成熱能對焊接點部位進行加熱焊接。電烙鐵的功率應由焊接點的大小決定,焊點的面積大,焊點的散熱速度也快,所以選用的電烙鐵功率也應該大些。一般來說,電烙鐵的功率越大,熱量越大,烙鐵頭的溫度也越高。一般電烙鐵的功有20W、25W、30W、35W、40W、50W、60W等。焊接印制電路板可以使用20~40W的電烙鐵,金屬底板或者比較大的元器件,可以用40~60W的電烙鐵。
電烙鐵正確使用方法如下:
(1)電烙鐵的握法。掌握正確的操作姿勢,可以保證操作者的身心健康,減輕勞動傷害。操作電烙鐵的握法有三種,即反握法、正握法與握筆法。反握法就是用五指把電烙鐵的柄握在掌內,此法適用于大功率電烙鐵,焊接散熱量大的被焊件;正握法適用于中功率烙鐵或帶彎頭烙鐵頭的操作;握筆法就是用握筆的方法握住電烙鐵,此法適用于小功率電烙鐵,焊接散熱量小的被焊件。一般在操作臺上焊接印制電路板等焊件時,多采用握筆法。
(2)用電烙鐵焊接時,把掛好錫的元器件引線置于待焊接位置,如印制電路板的焊盤孔中或者各種接頭、插座和開關的焊片小孔中,用沾有適置錫的烙鐵頭在焊接部位停留3s左右,待電烙鐵拿走后,焊接處則形成一個光滑的焊點。
為了保證焊接的質量,最好在焊接元器件引線的位置事先也掛上錫。焊接時要確保引線位置不變動,反之極易產生虛焊。烙鐵頭停留的時間不宜過長,過長會燙壞元器件,過短會因焊接時熔化不充分而造成假焊。
電烙鐵是一種錫焊和塑料燙STTA106U焊的常用電熱工具,如圖2-1所示,它主要由手柄、外殼、發熱件、感溫磁鐵、永久磁鐵、連桿等組成。
電烙鐵是焊接中最常用的工具,把電能轉換成熱能對焊接點部位進行加熱焊接。電烙鐵的功率應由焊接點的大小決定,焊點的面積大,焊點的散熱速度也快,所以選用的電烙鐵功率也應該大些。一般來說,電烙鐵的功率越大,熱量越大,烙鐵頭的溫度也越高。一般電烙鐵的功有20W、25W、30W、35W、40W、50W、60W等。焊接印制電路板可以使用20~40W的電烙鐵,金屬底板或者比較大的元器件,可以用40~60W的電烙鐵。
電烙鐵正確使用方法如下:
(1)電烙鐵的握法。掌握正確的操作姿勢,可以保證操作者的身心健康,減輕勞動傷害。操作電烙鐵的握法有三種,即反握法、正握法與握筆法。反握法就是用五指把電烙鐵的柄握在掌內,此法適用于大功率電烙鐵,焊接散熱量大的被焊件;正握法適用于中功率烙鐵或帶彎頭烙鐵頭的操作;握筆法就是用握筆的方法握住電烙鐵,此法適用于小功率電烙鐵,焊接散熱量小的被焊件。一般在操作臺上焊接印制電路板等焊件時,多采用握筆法。
(2)用電烙鐵焊接時,把掛好錫的元器件引線置于待焊接位置,如印制電路板的焊盤孔中或者各種接頭、插座和開關的焊片小孔中,用沾有適置錫的烙鐵頭在焊接部位停留3s左右,待電烙鐵拿走后,焊接處則形成一個光滑的焊點。
為了保證焊接的質量,最好在焊接元器件引線的位置事先也掛上錫。焊接時要確保引線位置不變動,反之極易產生虛焊。烙鐵頭停留的時間不宜過長,過長會燙壞元器件,過短會因焊接時熔化不充分而造成假焊。
 相關技術資料
相關技術資料- 3-26電烙鐵

 公網安備44030402000607
公網安備44030402000607





