
波峰焊的溫度曲線及工藝參數控制
發布時間:2016/9/18 21:02:22 訪問次數:13647
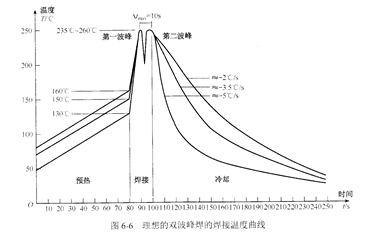
理想的雙波峰焊的焊接溫度曲線如圖6-6所示。從圖中 J0011D01BNL可以看出,整個焊按過程被分為三個溫度區域:預熱、焊接、冷卻。實際的焊接溫度曲線可以通過對沒備的控制系統編程進 在預熱lK內,電路板上噴涂的助焊劑中的水分和溶劑被揮發,可以減少焊接時產生的氣
體。同時,松香和活化劑開始分解活化,去除焊接面上的氧化層和其他污染物,并H卜11}∶僉屬表面在高溫下再次氧化。
印制電路板和元器件被充分預熱,可以有效地避兔焊按時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,耍恨據印制板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表面測董的預熱溫度應該在⒇℃~130°C之問,多層板或貼片元器件較多時,頂熱溫度取上限:預熱時問由傳送帶的速度來控制。如呆預熱溫度偏低或預熱時問過短,助焊劑中的溶劑揮發不充分,焊按時就會產生氣體引起氣孔、錫珠等焊接缺陷;如預熱溫度偏高或預熱時間過長,焊劑被提if分解,使ht劑太去活性,閘樣會引起毛刺、橋接等焊接缺陷。
理想的雙波峰焊的焊接溫度曲線如圖6-6所示。從圖中 J0011D01BNL可以看出,整個焊按過程被分為三個溫度區域:預熱、焊接、冷卻。實際的焊接溫度曲線可以通過對沒備的控制系統編程進 在預熱lK內,電路板上噴涂的助焊劑中的水分和溶劑被揮發,可以減少焊接時產生的氣
體。同時,松香和活化劑開始分解活化,去除焊接面上的氧化層和其他污染物,并H卜11}∶僉屬表面在高溫下再次氧化。
印制電路板和元器件被充分預熱,可以有效地避兔焊按時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,耍恨據印制板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表面測董的預熱溫度應該在⒇℃~130°C之問,多層板或貼片元器件較多時,頂熱溫度取上限:預熱時問由傳送帶的速度來控制。如呆預熱溫度偏低或預熱時問過短,助焊劑中的溶劑揮發不充分,焊按時就會產生氣體引起氣孔、錫珠等焊接缺陷;如預熱溫度偏高或預熱時間過長,焊劑被提if分解,使ht劑太去活性,閘樣會引起毛刺、橋接等焊接缺陷。
上一篇:空心波
上一篇:焊點和元件的受熱量隨時間而增加
 相關技術資料
相關技術資料- 8-23直流鍋爐啟動系統帶鍋水循環泵有哪些優點?
- 9-18波峰焊的溫度曲線及工藝參數控制
- 9-12三相籠型異步電動機的起動控制電路
- 5-8用取樣積分器測量弱光電信號具有以下特點

 公網安備44030402000607
公網安備44030402000607





