
焊點和元件的受熱量隨時間而增加
發布時間:2016/9/18 21:04:36 訪問次數:726
為恰當控制預熱溫度和時間,達到最J0011D01NL佳的預熱溫度,可以參考表6-3內的數據,也可以從波峰焊前涂敷丫f PCB底面的助焊劑是否有黏性來進行經驗性判斷。
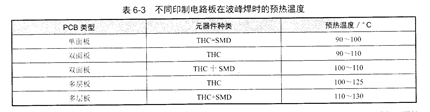
表6-3 不同印制電路板在波峰焊時的預熱溫度
因為熱量、溫度是時問的函數,在一定溫度下,焊點和元件的受熱量隨時間而增加。波峰焊的焊接時間可以通過調整傳送系統的速度來控制,傳送帶的速度要根據不同波峰焊機的長度、預熱溫度、焊接溫度等因素統籌考慮,進行調整。以每個焊點接觸波峰的時間來表示焊接時間,一般焊接時間約為2~4s。
合適的焊接溫度和時間,是形成良好焊點的首要條件。焊接溫度和時問與預熱溫度、焊料波峰的溫度、導軌的傾斜角度、傳輸速度都有關系。綜合調整控制工藝參數,對提高波峰焊質量非常重要。
為恰當控制預熱溫度和時間,達到最J0011D01NL佳的預熱溫度,可以參考表6-3內的數據,也可以從波峰焊前涂敷丫f PCB底面的助焊劑是否有黏性來進行經驗性判斷。
表6-3 不同印制電路板在波峰焊時的預熱溫度
因為熱量、溫度是時問的函數,在一定溫度下,焊點和元件的受熱量隨時間而增加。波峰焊的焊接時間可以通過調整傳送系統的速度來控制,傳送帶的速度要根據不同波峰焊機的長度、預熱溫度、焊接溫度等因素統籌考慮,進行調整。以每個焊點接觸波峰的時間來表示焊接時間,一般焊接時間約為2~4s。
合適的焊接溫度和時間,是形成良好焊點的首要條件。焊接溫度和時問與預熱溫度、焊料波峰的溫度、導軌的傾斜角度、傳輸速度都有關系。綜合調整控制工藝參數,對提高波峰焊質量非常重要。
上一篇:波峰焊的溫度曲線及工藝參數控制
上一篇:回流焊工藝概述
 相關技術資料
相關技術資料- 7-28阻容電路的作用是什么?
- 9-18焊點和元件的受熱量隨時間而增加

 公網安備44030402000607
公網安備44030402000607





