
預焊
發布時間:2017/7/17 20:18:12 訪問次數:2208
預焊是導線焊接中的關鍵步驟,對于多股導線而言,預焊是焊接質量的保證。導線的HC541N預焊又稱為掛錫,即選擇合適的烙鐵將導線及接線端子需要焊接的部位先用焊錫潤濕,掛錫時要邊上錫邊旋轉,旋轉方向與擰合方向一致。多股導線掛錫時要防止焊錫浸人絕緣層,造成軟線變硬而導致的接頭故障,即產生“燭心效應”,如圖2.64所示。
繞焊通常是為了增加焊接點的強度,把經過上錫的導線線頭在被焊件接點的金屬上纏一圈,用鉗子等工具拉緊纏牢后進行焊接。繞焊時注意導線線頭一定要緊靠被焊金屬表面,且絕緣層不要接觸端子。為保證連接的可靠性,圖2,6.5(a)中剝去絕緣層的導線與被焊金屬之間的距離L一般為1~3mm為宜。
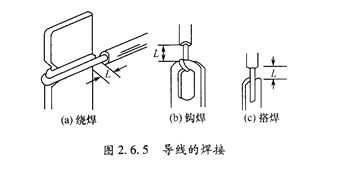
鉤焊是將導線線頭彎成鉤形,鉤在被焊接點上的孔內,并用鉗子夾緊以保證線頭不脫落,然后施焊。鉤焊的強度雖不如繞焊,但鉤焊操作簡便、易于拆焊。
搭焊就是把經過鍍錫的導線線頭搭接到被焊接點上,然后進行再焊接。搭焊中搭與焊是同時進行的,焊接比較簡便,但強度和可靠性比較差,一般用在調試和維修設備等對焊接要求不高的場合。
導線與導線的連接通常采取繞焊的方式,焊接前先剝去末端絕緣層,預焊后采取一定的連接方式進行焊接,焊接完畢后需套上熱縮管或絕緣膠帶,保護焊點。屏蔽線或同軸電纜線末端連接對象不同其處理方式也不同,但切記不管采用何種連接均不應使芯線承受壓力。
預焊是導線焊接中的關鍵步驟,對于多股導線而言,預焊是焊接質量的保證。導線的HC541N預焊又稱為掛錫,即選擇合適的烙鐵將導線及接線端子需要焊接的部位先用焊錫潤濕,掛錫時要邊上錫邊旋轉,旋轉方向與擰合方向一致。多股導線掛錫時要防止焊錫浸人絕緣層,造成軟線變硬而導致的接頭故障,即產生“燭心效應”,如圖2.64所示。
繞焊通常是為了增加焊接點的強度,把經過上錫的導線線頭在被焊件接點的金屬上纏一圈,用鉗子等工具拉緊纏牢后進行焊接。繞焊時注意導線線頭一定要緊靠被焊金屬表面,且絕緣層不要接觸端子。為保證連接的可靠性,圖2,6.5(a)中剝去絕緣層的導線與被焊金屬之間的距離L一般為1~3mm為宜。
鉤焊是將導線線頭彎成鉤形,鉤在被焊接點上的孔內,并用鉗子夾緊以保證線頭不脫落,然后施焊。鉤焊的強度雖不如繞焊,但鉤焊操作簡便、易于拆焊。
搭焊就是把經過鍍錫的導線線頭搭接到被焊接點上,然后進行再焊接。搭焊中搭與焊是同時進行的,焊接比較簡便,但強度和可靠性比較差,一般用在調試和維修設備等對焊接要求不高的場合。
導線與導線的連接通常采取繞焊的方式,焊接前先剝去末端絕緣層,預焊后采取一定的連接方式進行焊接,焊接完畢后需套上熱縮管或絕緣膠帶,保護焊點。屏蔽線或同軸電纜線末端連接對象不同其處理方式也不同,但切記不管采用何種連接均不應使芯線承受壓力。
上一篇:導線的焊接
上一篇:幾種易損元器件的焊接
 相關技術資料
相關技術資料- 7-17預焊
 公網安備44030402000607
公網安備44030402000607





