
單位面積上容納的元器件數量較多
發布時間:2017/9/13 21:15:54 訪問次數:835
當元器件采用立式插裝時,單位面積上容納的元器件數量較多,因此這種安裝適合用在機殼內空間較小、 M058LBN元器件緊湊密集的場合。但立式插裝的機械性能較差,抗震能力弱,如果元器件傾斜,就有可能接觸臨近元器件而造成短路。為使引線相互隔離,往往可采用加套絕緣塑料管的方法。
插裝時不要用手直接碰元器件的引線和印制電路板上的銅箔,因為汗漬會影響焊接。
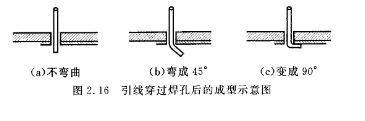
元器件的引線穿過印制電路板的焊孔后,應留有一定的長度(一般在2mm左右),只有這樣才能保證焊接的質量。其露出的引線可根據需要彎成不同的角度,如圖2.16所示。
圖2.16(a)為不彎曲的形式,這種形式在焊接后的強度較差。圖2,16(b)為彎成45°角的形式,這種形式既具有充分的機械強度,叉容易在更換元器件時拆除重焊,故采用得較多。圖2.16(c)為彎成90°的形式,這種形式強度最高,但拆除重焊較困難。在采用彎曲引線時,要注意彎曲方向,不能隨意亂彎,以防止相鄰的焊盤短路,一般應沿著印制導線的方向彎曲。
圖2.16 引線穿過焊孔后的成型示意圖
當元器件采用立式插裝時,單位面積上容納的元器件數量較多,因此這種安裝適合用在機殼內空間較小、 M058LBN元器件緊湊密集的場合。但立式插裝的機械性能較差,抗震能力弱,如果元器件傾斜,就有可能接觸臨近元器件而造成短路。為使引線相互隔離,往往可采用加套絕緣塑料管的方法。
插裝時不要用手直接碰元器件的引線和印制電路板上的銅箔,因為汗漬會影響焊接。
元器件的引線穿過印制電路板的焊孔后,應留有一定的長度(一般在2mm左右),只有這樣才能保證焊接的質量。其露出的引線可根據需要彎成不同的角度,如圖2.16所示。
圖2.16(a)為不彎曲的形式,這種形式在焊接后的強度較差。圖2,16(b)為彎成45°角的形式,這種形式既具有充分的機械強度,叉容易在更換元器件時拆除重焊,故采用得較多。圖2.16(c)為彎成90°的形式,這種形式強度最高,但拆除重焊較困難。在采用彎曲引線時,要注意彎曲方向,不能隨意亂彎,以防止相鄰的焊盤短路,一般應沿著印制導線的方向彎曲。
圖2.16 引線穿過焊孔后的成型示意圖
上一篇:元器件的插裝
上一篇:用鑷子或尖嘴鉗將電阻器加工成型
 相關技術資料
相關技術資料- 5-19X射線熒光測厚儀測量條件選擇及方法
- 12-2什么是變壓器的絕緣吸收比?
- 8-13簡述軸抽風機全停的現象以及處理方法。
- 9-13單位面積上容納的元器件數量較多
- 4-19紅外光電元部件
- 相關IC型號
- M058LBN
- 暫無最新型號

 公網安備44030402000607
公網安備44030402000607





