
入工目測檢驗(加輔助放大鏡)
發布時間:2012/10/11 20:12:19 訪問次數:1505
在數字化的電路中,如果能BK20104L121-T滿足下列基本要求則被焊接的產品將能正常工作:互連圖形完整無缺;元器件不錯焊、不漏焊;焊接點無虛焊、無橋連。因此SMT大生產中,人們都習慣用肉眼檢測或者輔助放大鏡、顯微鏡,基本上能滿足除BGA、CSP等以外元器件焊點的觀察。在檢查中,還可以借助金屬針或竹制牙簽以適合的力量和速度劃過QFP的引腳,依靠手感及目測可以綜合判斷IC引腳是否有虛焊或橋連,借助放大鏡、顯微鏡,人工目測檢驗具有靈活性,也是最基本的檢測手段。IPC-A-610焊點驗收標準,基本上也是以目測為主。現結合IPC-A-610標準對焊點/PCB外觀質量評述如下。
優良的焊點外觀
在人工目測檢驗時,首先應弄清優良焊點的形態,優良的焊點外觀通常應滿足以下要求:
●潤濕程度良好;
●焊料在焊點表面鋪展均勻連續,并且越接近焊點邊緣焊料層越薄,接觸角一般應小于30。,對于焊盤邊緣較小的焊點,也應見到凹狀的彎月面,被焊金屬表面不允許有焊料的阻擋層及其他污染物,如阻礙層、字符圖、欄框等;
●焊點處的焊料量要適中,避免過多或過少;
●焊點位置必須準確,元器件的端頭/引腳應處于焊盤的中心位置.寬度及長度方向不應出現超越現象;
●焊點表面應連續和圓滑,對于再流焊形成的焊點應有光亮的外觀。
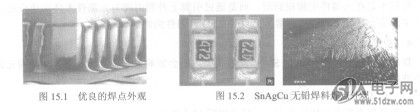
原則上,上述要求可應用于一切焊點,不管它用什么方法焊接而成,也不論它處于PCB的哪個位置上,都應使人感覺到它們是均勻、流暢、飽滿的,如圖15.1所示。
對于無鉛焊料的焊點來說,由于無鉛焊料在常溫冷卻過程中,會出現焊料中錫組分樹枝狀偏析結晶,焊點表面無光亮感,呈凝固線條或橘皮狀,通常認為這并不影響焊點的可靠性,無鉛焊點的形態如圖15.2所示。研究表明在采用無鉛工藝中,通過改進焊料成分以及采用N2氣保護、加速焊點的冷卻速度等綜合手段可以改善無鉛焊點的外觀質量。
在數字化的電路中,如果能BK20104L121-T滿足下列基本要求則被焊接的產品將能正常工作:互連圖形完整無缺;元器件不錯焊、不漏焊;焊接點無虛焊、無橋連。因此SMT大生產中,人們都習慣用肉眼檢測或者輔助放大鏡、顯微鏡,基本上能滿足除BGA、CSP等以外元器件焊點的觀察。在檢查中,還可以借助金屬針或竹制牙簽以適合的力量和速度劃過QFP的引腳,依靠手感及目測可以綜合判斷IC引腳是否有虛焊或橋連,借助放大鏡、顯微鏡,人工目測檢驗具有靈活性,也是最基本的檢測手段。IPC-A-610焊點驗收標準,基本上也是以目測為主。現結合IPC-A-610標準對焊點/PCB外觀質量評述如下。
優良的焊點外觀
在人工目測檢驗時,首先應弄清優良焊點的形態,優良的焊點外觀通常應滿足以下要求:
●潤濕程度良好;
●焊料在焊點表面鋪展均勻連續,并且越接近焊點邊緣焊料層越薄,接觸角一般應小于30。,對于焊盤邊緣較小的焊點,也應見到凹狀的彎月面,被焊金屬表面不允許有焊料的阻擋層及其他污染物,如阻礙層、字符圖、欄框等;
●焊點處的焊料量要適中,避免過多或過少;
●焊點位置必須準確,元器件的端頭/引腳應處于焊盤的中心位置.寬度及長度方向不應出現超越現象;
●焊點表面應連續和圓滑,對于再流焊形成的焊點應有光亮的外觀。
原則上,上述要求可應用于一切焊點,不管它用什么方法焊接而成,也不論它處于PCB的哪個位置上,都應使人感覺到它們是均勻、流暢、飽滿的,如圖15.1所示。
對于無鉛焊料的焊點來說,由于無鉛焊料在常溫冷卻過程中,會出現焊料中錫組分樹枝狀偏析結晶,焊點表面無光亮感,呈凝固線條或橘皮狀,通常認為這并不影響焊點的可靠性,無鉛焊點的形態如圖15.2所示。研究表明在采用無鉛工藝中,通過改進焊料成分以及采用N2氣保護、加速焊點的冷卻速度等綜合手段可以改善無鉛焊點的外觀質量。
上一篇:章焊接質量評估與檢測
上一篇:缺陷分類
 相關技術資料
相關技術資料- 10-11入工目測檢驗(加輔助放大鏡)
- 相關IC型號
- BK20104L121-T
- BK200A
熱門點擊
- 三相異步電動機啟停的PLC控制
- 簡單的方波一三角波產生電路
- 直插式元器件引腳處理
- Sn-Bi-Pb存在低熔點相
- 兆歐表的工作原理
- 環形多諧振蕩器
- 正負誤差補償法
- 靜電敏感器件及其分類
- 交流電路的戴維南等效電路(綜合性實驗)
- 表面張力與潤濕力
推薦技術資料

- 單片機版光立方的制作
- N視頻: http://v.youku.comN_sh... [詳細]
 公網安備44030402000607
公網安備44030402000607





