
帶錫焊接法
發布時間:2013/2/11 9:54:02 訪問次數:3262
焊接時先使烙鐵刀口掛上適量的焊錫,然后將烙鐵刃口CA3018A準確接觸焊點,時間在3s以內,焊點形成后迅速移走電烙鐵。這種焊接方法,烙鐵掛錫的量應恰好足夠一個焊點用,錫太多了焊點太大,錫太少了焊點的焊錫量又不夠。用此法焊接時,焊點上必須涂有助焊劑,否則易出現焊點不掛錫現象。因為掛錫時,焊絲中的大部分助焊劑(松香)揮發在掛錫的過程中。
為了克服帶錫焊接時助焊劑損失的情況,可將焊絲一端對在焊點上,在適當的部位用烙鐵頭刃口接觸焊絲,這樣在烙鐵頭刃口接觸焊點之前,焊絲中助焊劑受熱全部從焊絲的端點噴出,并噴在焊點上,此時烙鐵頭刃口沾的錫正好和焊點接觸,焊接過程完成后,可迅速移走電烙鐵。
點錫焊接法.點錫焊接法也叫雙手焊接法,焊接時右手握著電烙鐵,左手捏著焊錫絲,在焊接時兩手要相互配合、協調一致。不僅如此,還要掌握正
確的操作方法及焊接要領,這樣才能做到焊點光亮圓滑、大小均勻,杜絕虛焊、假焊出現。該種焊接方法具有焊接速度快、焊點質量高等特點,適用于多元件快速焊接,具體焊接過程可分為如下四個過程:
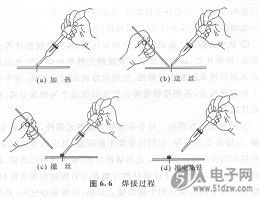
①加熱過程:將達到預定溫度的烙鐵刃口前端從右側頂在元件引腳處,并與電路板接觸,電烙鐵與電路板平面成45。左右夾角,加熱1~2s,如圖6.6(a)所示。
②送絲過程:左手將焊錫線從左側送入元件引線根部。當焊錫絲開始熔化后,焊點很快形成。這個過程時間的長短決定了焊點的大小,因此一定要控制好送絲的數量,使焊點大小均勻。送絲過程如圖6.6(b)所示。要特別注意送絲位置在刃口、焊孔、元件引線三者交匯處。
③去絲過程:當形成大小適中的焊點時,將左手捏著的焊錫絲迅速撤去,并保持烙鋏的加熱狀態,如圖6.6(c)所示。
④去熱過程:在去絲后繼續保持加熱狀態Is左右,以便使焊錫與被焊物進行充分的熱接觸,從而提高焊接的可靠性。這個過程完成后迅速將電烙鐵從斜上方45。方向脫開,留下一個光亮圓滑的焊點,至此全過程結束,如圖6.6(d)所示。注意:焊點是靠焊錫完全熔化后自身的流動性形成的,因此焊點不理想時不要用烙鐵抹來抹去。
用點錫焊接法焊接所用焊錫絲的中間應有松香,否則不但焊接困難,并且難以保證焊接的質量。
焊接的注意事項.焊接時應注意以下幾點:
①被焊元件和電路板如氧化嚴重應預先處理。
②電烙鐵撤走后,因焊錫冷卻凝固需要有一段時間,這期間要保持元件引腳的穩定,不能晃動,否則易出現虛焊。
③在進行點錫焊的過程中,可利用松香助焊。即焊過幾個點之后,用烙鐵頭在松香上蘸一下。
焊接時先使烙鐵刀口掛上適量的焊錫,然后將烙鐵刃口CA3018A準確接觸焊點,時間在3s以內,焊點形成后迅速移走電烙鐵。這種焊接方法,烙鐵掛錫的量應恰好足夠一個焊點用,錫太多了焊點太大,錫太少了焊點的焊錫量又不夠。用此法焊接時,焊點上必須涂有助焊劑,否則易出現焊點不掛錫現象。因為掛錫時,焊絲中的大部分助焊劑(松香)揮發在掛錫的過程中。
為了克服帶錫焊接時助焊劑損失的情況,可將焊絲一端對在焊點上,在適當的部位用烙鐵頭刃口接觸焊絲,這樣在烙鐵頭刃口接觸焊點之前,焊絲中助焊劑受熱全部從焊絲的端點噴出,并噴在焊點上,此時烙鐵頭刃口沾的錫正好和焊點接觸,焊接過程完成后,可迅速移走電烙鐵。
點錫焊接法.點錫焊接法也叫雙手焊接法,焊接時右手握著電烙鐵,左手捏著焊錫絲,在焊接時兩手要相互配合、協調一致。不僅如此,還要掌握正
確的操作方法及焊接要領,這樣才能做到焊點光亮圓滑、大小均勻,杜絕虛焊、假焊出現。該種焊接方法具有焊接速度快、焊點質量高等特點,適用于多元件快速焊接,具體焊接過程可分為如下四個過程:
①加熱過程:將達到預定溫度的烙鐵刃口前端從右側頂在元件引腳處,并與電路板接觸,電烙鐵與電路板平面成45。左右夾角,加熱1~2s,如圖6.6(a)所示。
②送絲過程:左手將焊錫線從左側送入元件引線根部。當焊錫絲開始熔化后,焊點很快形成。這個過程時間的長短決定了焊點的大小,因此一定要控制好送絲的數量,使焊點大小均勻。送絲過程如圖6.6(b)所示。要特別注意送絲位置在刃口、焊孔、元件引線三者交匯處。
③去絲過程:當形成大小適中的焊點時,將左手捏著的焊錫絲迅速撤去,并保持烙鋏的加熱狀態,如圖6.6(c)所示。
④去熱過程:在去絲后繼續保持加熱狀態Is左右,以便使焊錫與被焊物進行充分的熱接觸,從而提高焊接的可靠性。這個過程完成后迅速將電烙鐵從斜上方45。方向脫開,留下一個光亮圓滑的焊點,至此全過程結束,如圖6.6(d)所示。注意:焊點是靠焊錫完全熔化后自身的流動性形成的,因此焊點不理想時不要用烙鐵抹來抹去。
用點錫焊接法焊接所用焊錫絲的中間應有松香,否則不但焊接困難,并且難以保證焊接的質量。
焊接的注意事項.焊接時應注意以下幾點:
①被焊元件和電路板如氧化嚴重應預先處理。
②電烙鐵撤走后,因焊錫冷卻凝固需要有一段時間,這期間要保持元件引腳的穩定,不能晃動,否則易出現虛焊。
③在進行點錫焊的過程中,可利用松香助焊。即焊過幾個點之后,用烙鐵頭在松香上蘸一下。
 相關技術資料
相關技術資料- 2-11帶錫焊接法

 公網安備44030402000607
公網安備44030402000607





