
浸錫焊接法
發布時間:2013/9/8 20:07:19 訪問次數:1687
浸錫焊接就是采用簡易的錫爐代替波峰焊接機來進行片狀元器件焊接的一種方法。
①準備及要求。采用浸錫焊接法來對片狀元器件進行焊接時,74HC14D所使用焊錫的溫度應控制在235~255℃,浸錫的時間約為2~4 s。
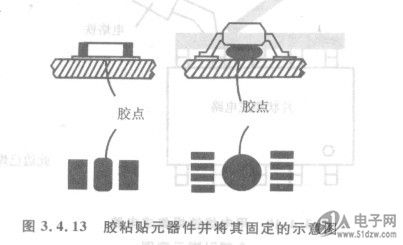
②浸錫焊接。浸錫焊接之前,先用環氧樹脂膠將所需浸焊的元器件粘貼在印制電路板上所需焊接的位置上,但應將元器件引腳與焊盤的位置調整準確以后,用手按住元器件上表面使其固定。用膠粘貼元器件并將其固定的示意圖如圖3.4.13所示。在陰涼處使緊固膠干后,在元器件引腳及其焊盤上涂上助焊劑以盾,就可用不銹鋼鑷子夾住印制電路板送至錫爐進行浸錫。
圖3.4. 13膠粘貼元器件并將其固定的示意圖
使用熱風槍焊接
在焊盤上涂上焊料,用膠粘貼元器件并將其固定后,可以使用熱風槍進行焊接。
熱風槍是一種重量輕、使用方便的片狀元器件焊裝工具。用其可以焊裝大外形,多引線,任意形狀的元器件。由于其局部加熱不與工件接觸,因此與電烙鐵相比成功率較高,但必須具備一整套與不同元器件配合使用的管嘴,故使用成本較高,一般多為電子產品制造廠家使用。
熱風槍是利用熱空氣來熔化焊點的,通常熱風槍溫度高達400℃。為了能準確地控制并引導熱氣流到所需的焊盤和元器件引腳,需要給熱風口加上與元器件對應的特殊專用管嘴,以防止影響令B近其他元器件。當進行焊接時,用其對焊盤進行熱風整平,以及使焊劑再流焊,從而完成表面片狀元器件的焊裝。
雖然用電烙鐵焊接表面安裝元器件經濟而方便,但由于受元器件引腳數量與形狀的限制,并且對操作的要求較高,需要經過多次練習與試驗才會掌握,否則易損壞元器件焊盤而導致不良后果。
浸錫焊接就是采用簡易的錫爐代替波峰焊接機來進行片狀元器件焊接的一種方法。
①準備及要求。采用浸錫焊接法來對片狀元器件進行焊接時,74HC14D所使用焊錫的溫度應控制在235~255℃,浸錫的時間約為2~4 s。
②浸錫焊接。浸錫焊接之前,先用環氧樹脂膠將所需浸焊的元器件粘貼在印制電路板上所需焊接的位置上,但應將元器件引腳與焊盤的位置調整準確以后,用手按住元器件上表面使其固定。用膠粘貼元器件并將其固定的示意圖如圖3.4.13所示。在陰涼處使緊固膠干后,在元器件引腳及其焊盤上涂上助焊劑以盾,就可用不銹鋼鑷子夾住印制電路板送至錫爐進行浸錫。
圖3.4. 13膠粘貼元器件并將其固定的示意圖
使用熱風槍焊接
在焊盤上涂上焊料,用膠粘貼元器件并將其固定后,可以使用熱風槍進行焊接。
熱風槍是一種重量輕、使用方便的片狀元器件焊裝工具。用其可以焊裝大外形,多引線,任意形狀的元器件。由于其局部加熱不與工件接觸,因此與電烙鐵相比成功率較高,但必須具備一整套與不同元器件配合使用的管嘴,故使用成本較高,一般多為電子產品制造廠家使用。
熱風槍是利用熱空氣來熔化焊點的,通常熱風槍溫度高達400℃。為了能準確地控制并引導熱氣流到所需的焊盤和元器件引腳,需要給熱風口加上與元器件對應的特殊專用管嘴,以防止影響令B近其他元器件。當進行焊接時,用其對焊盤進行熱風整平,以及使焊劑再流焊,從而完成表面片狀元器件的焊裝。
雖然用電烙鐵焊接表面安裝元器件經濟而方便,但由于受元器件引腳數量與形狀的限制,并且對操作的要求較高,需要經過多次練習與試驗才會掌握,否則易損壞元器件焊盤而導致不良后果。
 相關技術資料
相關技術資料- 9-8浸錫焊接法
- 9-2鋸齒波轉換器電路
- 8-14電感器主要參數解讀
- 8-3分壓式自偏壓電路
- 3-29簡單的無結構路由協議

 公網安備44030402000607
公網安備44030402000607





