
元器件的焊接加熱要領
發布時間:2013/10/11 20:27:34 訪問次數:1303
焊接的溫度與時間要控制適當的溫度,ADG622BRMZ使固體焊料迅速熔化,產生濕潤,就要有足夠的熱量和溫度。如溫度過低,焊錫流動性差,易形成虛焊。如溫度過高,將使焊錫流淌,焊點不易存錫,焊劑分解加快,使金屬表面溫度過高,很易產生碳化,造成虛焊。因此,在焊接過程中要依據被焊接物的大小來選擇適當功率的電烙鐵。一般在焊接微小元器件及集成電路時,宜使用25W左右的電烙鐵。
焊接時間是指被焊金屬材料達到焊接溫度時間、錫料熔化時間、焊劑發揮作用及金屬生成合金時間幾個部分。焊接時間要掌握適當,過長易損壞焊接部位及元器件,過短則達不到焊接要求。焊接的時間可根據被焊件的形狀、大小不同而有差別,但總的原則是看被焊件是否完全被焊料濕潤(焊料的擴散范圍達到要求后)的情況而定。通常情況下,烙鐵頭與焊接點接觸時間是以使焊點光亮、圓滑為宜。如焊點不亮并形成粗糙面,說明溫度不夠,時間過短,則需增加焊接溫度,只要將烙鐵頭繼續放在焊點上多停留些時間即可。
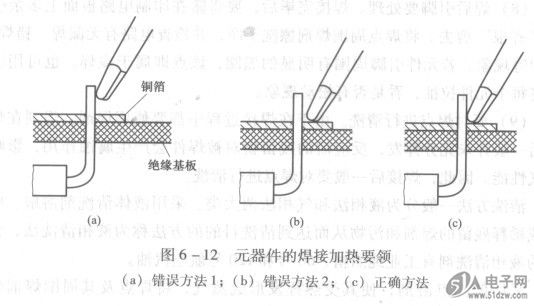
加熱方法要正確。用烙鐵頭加熱時,要靠增加接觸面積加快傳熱。焊接時,烙鐵頭與引線和印制銅箔同時接觸,是正確焊接加熱法,如圖6-12(c)所示。圖6- 12 (a)所示為烙鐵頭與引線接觸而與銅箔不接觸,而圖6-12 (b)所示是烙鐵頭與銅箔接觸而沒有與引線接觸,這兩種方法都是不正確的,不可能牢固地焊接。
焊接的溫度與時間要控制適當的溫度,ADG622BRMZ使固體焊料迅速熔化,產生濕潤,就要有足夠的熱量和溫度。如溫度過低,焊錫流動性差,易形成虛焊。如溫度過高,將使焊錫流淌,焊點不易存錫,焊劑分解加快,使金屬表面溫度過高,很易產生碳化,造成虛焊。因此,在焊接過程中要依據被焊接物的大小來選擇適當功率的電烙鐵。一般在焊接微小元器件及集成電路時,宜使用25W左右的電烙鐵。
焊接時間是指被焊金屬材料達到焊接溫度時間、錫料熔化時間、焊劑發揮作用及金屬生成合金時間幾個部分。焊接時間要掌握適當,過長易損壞焊接部位及元器件,過短則達不到焊接要求。焊接的時間可根據被焊件的形狀、大小不同而有差別,但總的原則是看被焊件是否完全被焊料濕潤(焊料的擴散范圍達到要求后)的情況而定。通常情況下,烙鐵頭與焊接點接觸時間是以使焊點光亮、圓滑為宜。如焊點不亮并形成粗糙面,說明溫度不夠,時間過短,則需增加焊接溫度,只要將烙鐵頭繼續放在焊點上多停留些時間即可。
加熱方法要正確。用烙鐵頭加熱時,要靠增加接觸面積加快傳熱。焊接時,烙鐵頭與引線和印制銅箔同時接觸,是正確焊接加熱法,如圖6-12(c)所示。圖6- 12 (a)所示為烙鐵頭與引線接觸而與銅箔不接觸,而圖6-12 (b)所示是烙鐵頭與銅箔接觸而沒有與引線接觸,這兩種方法都是不正確的,不可能牢固地焊接。
上一篇:手工焊接要領
上一篇:電烙鐵撤離方向和焊錫量的關系
 相關技術資料
相關技術資料- 10-11元器件的焊接加熱要領
熱門點擊

 公網安備44030402000607
公網安備44030402000607





