
插裝工藝
發布時間:2014/5/16 20:51:12 訪問次數:462
目前大多采用人工插裝通孔元件。R6707-11插裝時使用輔助定位夾具有助于元件對位;也可采用特殊的、為每種通孔元件專門設計的吸嘴,在貼裝機上自動插裝通孔元件。插裝元件的要求如下。
①必須采用短插,元件的引腳不能過長。長引腳也會吸收焊膏量,一般控制在1.5mm以下。
②控制元件插裝高度,封裝體距PCB板面的距離約0.5mm。元件的外殼不能和焊膏接觸。
③緊固件不能有太大的咬接力,因為貼裝設備通常只支持10~20N的壓接力。
再流焊工藝
通孔元件再流焊,當達到焊料的熔點溫度時,浸潤引腳,由于毛細作用,使液體焊料填滿通孔。
(1)通孔元件再流焊工藝控制
通常在引腳底部(針尖)處的焊料熔化并通孔元件再流焊要保證焊點處的最佳熱流。
由于通孔元件的元件體在PCB的頂面,為了預防損壞元件,要求頂面溫度不能太高;通孔元件的主焊點在PCB的底部,要求底部溫度高一些。焊料液相線之上的時間應該足夠長,從而使助焊劑從通孔中揮發,因此通孔元件再流焊比標準再流焊的溫度曲線長一些。
(2)專用設備“點焊回流爐”工藝介紹
下面以SONY公司MSR-M201再流焊爐(見圖12-22>為例,介紹“點焊同流爐”工藝。(a)點焊爐回流區 (b)回流模板 (c)熱風噴嘴圖12-22 日本SONY公司MSR-M201點焊爐回流區、回流模板與熱風噴嘴
該設備共有4個溫區:兩個預熱區,一個回流區,一個冷卻區。只有下部才有加熱區,七方沒有加熱區,這樣的設計可以最大限度減少溫度對元件封裝體的損壞。兩個預熱區和一個回流區的溫度可以獨立控制,回流區有特制的回流模板(治具)配合使用。冷卻區為風冷。
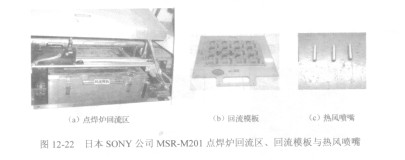
回流模板是根據每一種產品(組裝板)專門設計的,安裝在回流區底部主加熱器上方。每個引腳相應位置都安裝一個熱風噴嘴,再流焊時熱風氣流通過噴嘴直接吹到每個引腳上。
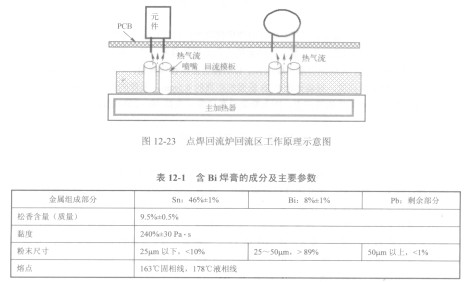
點焊回流爐工藝過程和原理(見圖12-23):PCB經過印刷焊膏、貼片,傳送到回流爐傳送帶上:經過兩個預熱區,使PCB充分預熱到140℃。進入回流區,恰好停留在回流模板上方,每個
噴嘴對準相應的引腳,噴嘴上端與PCB之間的間距為3mm。在回流區可設置停留時間,根據不同產品組裝密度等情況,一般需要停留20~30s。在回流區,通孔中焊膏熔化,經過潤濕、擴散,
在焊料合金與引腳和焊盤之間形成結合層。進入冷卻區,冷卻、凝固,形成焊點。
CD、DVD等產品使周含Bi焊膏46Sn/46Pb/8Bi。熔點178℃,比Sn/37Pb低5℃,目的是降低回流溫度,避免SMT元件再熔而跌落。SMT采用Sn/3 7Pb。含Bi焊膏的成分及參數見表12-1。
目前大多采用人工插裝通孔元件。R6707-11插裝時使用輔助定位夾具有助于元件對位;也可采用特殊的、為每種通孔元件專門設計的吸嘴,在貼裝機上自動插裝通孔元件。插裝元件的要求如下。
①必須采用短插,元件的引腳不能過長。長引腳也會吸收焊膏量,一般控制在1.5mm以下。
②控制元件插裝高度,封裝體距PCB板面的距離約0.5mm。元件的外殼不能和焊膏接觸。
③緊固件不能有太大的咬接力,因為貼裝設備通常只支持10~20N的壓接力。
再流焊工藝
通孔元件再流焊,當達到焊料的熔點溫度時,浸潤引腳,由于毛細作用,使液體焊料填滿通孔。
(1)通孔元件再流焊工藝控制
通常在引腳底部(針尖)處的焊料熔化并通孔元件再流焊要保證焊點處的最佳熱流。
由于通孔元件的元件體在PCB的頂面,為了預防損壞元件,要求頂面溫度不能太高;通孔元件的主焊點在PCB的底部,要求底部溫度高一些。焊料液相線之上的時間應該足夠長,從而使助焊劑從通孔中揮發,因此通孔元件再流焊比標準再流焊的溫度曲線長一些。
(2)專用設備“點焊回流爐”工藝介紹
下面以SONY公司MSR-M201再流焊爐(見圖12-22>為例,介紹“點焊同流爐”工藝。(a)點焊爐回流區 (b)回流模板 (c)熱風噴嘴圖12-22 日本SONY公司MSR-M201點焊爐回流區、回流模板與熱風噴嘴
該設備共有4個溫區:兩個預熱區,一個回流區,一個冷卻區。只有下部才有加熱區,七方沒有加熱區,這樣的設計可以最大限度減少溫度對元件封裝體的損壞。兩個預熱區和一個回流區的溫度可以獨立控制,回流區有特制的回流模板(治具)配合使用。冷卻區為風冷。
回流模板是根據每一種產品(組裝板)專門設計的,安裝在回流區底部主加熱器上方。每個引腳相應位置都安裝一個熱風噴嘴,再流焊時熱風氣流通過噴嘴直接吹到每個引腳上。
點焊回流爐工藝過程和原理(見圖12-23):PCB經過印刷焊膏、貼片,傳送到回流爐傳送帶上:經過兩個預熱區,使PCB充分預熱到140℃。進入回流區,恰好停留在回流模板上方,每個
噴嘴對準相應的引腳,噴嘴上端與PCB之間的間距為3mm。在回流區可設置停留時間,根據不同產品組裝密度等情況,一般需要停留20~30s。在回流區,通孔中焊膏熔化,經過潤濕、擴散,
在焊料合金與引腳和焊盤之間形成結合層。進入冷卻區,冷卻、凝固,形成焊點。
CD、DVD等產品使周含Bi焊膏46Sn/46Pb/8Bi。熔點178℃,比Sn/37Pb低5℃,目的是降低回流溫度,避免SMT元件再熔而跌落。SMT采用Sn/3 7Pb。含Bi焊膏的成分及參數見表12-1。
 相關技術資料
相關技術資料- 5-16插裝工藝
- 相關IC型號
- R6707-11
- 暫無最新型號
熱門點擊
- RP1在電路中起分壓作用
- 三極管的極限參數有集電極最大允許電流
- PCB的元器件貼裝位置有偏移,可用以下兩種方
- Sn-Ag-Cu三元合金
- 人體模型
- 焊點形成過程
- 電感性負載
- 電氣規則檢查
- PCB定位孔和夾持邊的設置
- 由555時基電路組成的開關電源
推薦技術資料

- DS2202型示波器試用
- 說起數字示波器,普源算是國內的老牌子了,FQP8N60... [詳細]
 公網安備44030402000607
公網安備44030402000607





