
壓接工藝
發布時間:2014/5/31 12:35:01 訪問次數:1039
(1)基本要求
①壓入式接端印制板和接端嵌入工具之間應能適配;
②壓入式接端應按詳細規范的GT40G121規定在印制板的鍍覆孔中正確定位;
③壓入式接端的壓入部分與印制板鍍覆孔的金屬鍍層之間的有效壓入長度至少為1.3mm;
④為了形成接觸面壓入操作可引起鍍覆孔變形,但這種變形不應造成鍍覆孔的鍍層破裂。
(2)壓入過程
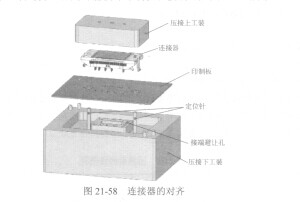
①連接器的對齊和預安裝:將連接器放置到印制板對應位置上,并確保壓接上工裝、連接器、印制板和壓接下工裝對齊,否則可能損壞印制板和接端,如圖21-58所示。
圖21-58連接器的對齊
②壓入連接器:當壓接式連接器在進行壓入操作時,所施加的壓入力分為3個階段,分別是進入段、接觸段和脫離段;
③進入段:外部施加的力持續線性增加,通過壓接上工裝傳遞施加在連接器上,保證連接器的接端垂直地進入印制板鍍覆孔中;
④接觸段:外部施加的力應穩定保持在一個比較小的范圍內不變,保證接觸區的良好接觸,同時避免插針接觸區的鍍層磨損過大或者印制板鍍覆孔內部覆銅層發生斷裂;
⑤脫離段:外部施加的力應該在比較短的時間內脫離,防止由于壓力持續升高造成對連接器本體的傷害,壓力過大,可能會伎得連接器本體發生形變;嚴重時,會造成連接器接端形變漲開,導致接觸電阻變大,在插拔時彈性接觸部分可能完全失效,產生虛接或者連接不通。
(1)基本要求
①壓入式接端印制板和接端嵌入工具之間應能適配;
②壓入式接端應按詳細規范的GT40G121規定在印制板的鍍覆孔中正確定位;
③壓入式接端的壓入部分與印制板鍍覆孔的金屬鍍層之間的有效壓入長度至少為1.3mm;
④為了形成接觸面壓入操作可引起鍍覆孔變形,但這種變形不應造成鍍覆孔的鍍層破裂。
(2)壓入過程
①連接器的對齊和預安裝:將連接器放置到印制板對應位置上,并確保壓接上工裝、連接器、印制板和壓接下工裝對齊,否則可能損壞印制板和接端,如圖21-58所示。
圖21-58連接器的對齊
②壓入連接器:當壓接式連接器在進行壓入操作時,所施加的壓入力分為3個階段,分別是進入段、接觸段和脫離段;
③進入段:外部施加的力持續線性增加,通過壓接上工裝傳遞施加在連接器上,保證連接器的接端垂直地進入印制板鍍覆孔中;
④接觸段:外部施加的力應穩定保持在一個比較小的范圍內不變,保證接觸區的良好接觸,同時避免插針接觸區的鍍層磨損過大或者印制板鍍覆孔內部覆銅層發生斷裂;
⑤脫離段:外部施加的力應該在比較短的時間內脫離,防止由于壓力持續升高造成對連接器本體的傷害,壓力過大,可能會伎得連接器本體發生形變;嚴重時,會造成連接器接端形變漲開,導致接觸電阻變大,在插拔時彈性接觸部分可能完全失效,產生虛接或者連接不通。
 相關技術資料
相關技術資料- 5-31壓接工藝
熱門點擊
- 使用TTL電路的注意事項
- 助焊劑的組成
- ENIG (Ni/Au)
- 雙波峰焊接過程示意圖和雙波峰焊錫波
- PCB焊盤表面涂(鍍)層
- 半導體存儲器的性能指標
- 預置焊料預制片法
- 控制線(6條)
- 生成網絡表文件和材料清單
- 元件布局要滿足再流焊、波峰焊的工藝要求和間距
推薦技術資料
- 繪制印制電路板的過程
- 繪制印制電路板是相當重要的過程,EPL2010新穎的理... [詳細]
 公網安備44030402000607
公網安備44030402000607





