
根據有無檢測反饋元件分類
發布時間:2014/8/5 20:27:33 訪問次數:675
計算機數控系統按伺服控制方式主要分為開環數字程序控制和閉環數字程序控制兩大類, MA718-(TX)它們的控制原理不同,其系統結構也就有較大的差異。
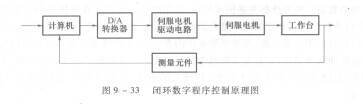
(1)閉環數字程序控制。圖9- 33給出了閉環數字程序控制的原理圖,測量元件采用光電編碼器、光柵或感應同步器,隨時檢測移動部件的位移量,及時反饋給數控系統并與插補運算所礙到的指令信號進行比較,其差值通過驅動電路控制驅動伺服電機,以帶動移動部件消除位移誤差。該控制方式控制精度高,主要用于大型精密加工機床,但其結構復雜,難以調整和維護,一些簡易的數控系統很少采用。
圖9 - 33 閉環數字程序控制原理圖
(2)開環數字程序控制。開環數字程序控制的原理如圖9- 34所示,這種控制方式沒有反饋檢測元件,一般由步進電機作為驅動裝置。步進電機根據指令脈沖作相應的旋轉,把刀具移動到指令脈沖相當的位置,至于刀具是否準確到達了指令脈沖規定的位置,不做任何檢測,因此這種控制的精度和可靠性基本上由步進電機和轉動裝置來決定。
圖9 - 34 開環數字程序控制原理圖

開環數字程序控制雖然控制精度低于閉環系統,但具有結構簡單、成本低、易于調整和維護等優點,因此在各類數控機床、線切割機、低速小型數字繪圖儀等設備中得到了廣泛的應用。
計算機數控系統按伺服控制方式主要分為開環數字程序控制和閉環數字程序控制兩大類, MA718-(TX)它們的控制原理不同,其系統結構也就有較大的差異。
(1)閉環數字程序控制。圖9- 33給出了閉環數字程序控制的原理圖,測量元件采用光電編碼器、光柵或感應同步器,隨時檢測移動部件的位移量,及時反饋給數控系統并與插補運算所礙到的指令信號進行比較,其差值通過驅動電路控制驅動伺服電機,以帶動移動部件消除位移誤差。該控制方式控制精度高,主要用于大型精密加工機床,但其結構復雜,難以調整和維護,一些簡易的數控系統很少采用。
圖9 - 33 閉環數字程序控制原理圖
(2)開環數字程序控制。開環數字程序控制的原理如圖9- 34所示,這種控制方式沒有反饋檢測元件,一般由步進電機作為驅動裝置。步進電機根據指令脈沖作相應的旋轉,把刀具移動到指令脈沖相當的位置,至于刀具是否準確到達了指令脈沖規定的位置,不做任何檢測,因此這種控制的精度和可靠性基本上由步進電機和轉動裝置來決定。
圖9 - 34 開環數字程序控制原理圖
開環數字程序控制雖然控制精度低于閉環系統,但具有結構簡單、成本低、易于調整和維護等優點,因此在各類數控機床、線切割機、低速小型數字繪圖儀等設備中得到了廣泛的應用。
上一篇:按控制對象的運動軌跡分類
上一篇:逐點比較法插補原理
 相關技術資料
相關技術資料- 8-5根據有無檢測反饋元件分類

 公網安備44030402000607
公網安備44030402000607





