
引線鍵合
發布時間:2015/11/15 14:16:41 訪問次數:2069
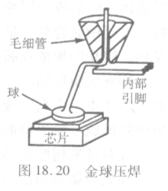
一旦芯片和封裝體被連接,它們就走到了引線鍵合工藝。這也許是最重要的裝配操作。TMS320DM6441AZWT在引線鍵合中,多達數百根導線必須從鍵合壓點到封裝體的內引線完全地鍵合上(見圖18. 19】。連線壓焊的步驟從概念上講很單。一條直徑為0.7~1.0 mil的細線首先被壓焊在芯片的壓焊點上,然后再延伸至管殼的框架的內部引腳
上。第三步是將線壓焊至內部引腳上。最后,線被剪斷然后在下一個壓焊點重復整個過程。盡管在概念上和工藝過程中看似簡單,但連線壓焊工藝以精確的線定位和電性能要求而顯得至關重要。除了對定位精確度的要求外,還要求每條線兩頭的壓焊要有很好的電性能連接,對延伸跨度的連線要求保持一定的弧度日.小能有紐結,而且要與鄰線保持一定的安全距離。常規封裝件跨線的弧度一般為8~ 12 mil,而有些非常薄的封裝件要求4—5 ITlllj4i。鄰線之間的間距稱為壓焊的節距( pitch)、
連線壓焊通常使用金線或鋁線。.這兩種材料的導電性都很強,它們的延展性也都很強,能經得住壓焊過程中產乍的形變并且保持牢固和可靠。
一旦芯片和封裝體被連接,它們就走到了引線鍵合工藝。這也許是最重要的裝配操作。TMS320DM6441AZWT在引線鍵合中,多達數百根導線必須從鍵合壓點到封裝體的內引線完全地鍵合上(見圖18. 19】。連線壓焊的步驟從概念上講很單。一條直徑為0.7~1.0 mil的細線首先被壓焊在芯片的壓焊點上,然后再延伸至管殼的框架的內部引腳
上。第三步是將線壓焊至內部引腳上。最后,線被剪斷然后在下一個壓焊點重復整個過程。盡管在概念上和工藝過程中看似簡單,但連線壓焊工藝以精確的線定位和電性能要求而顯得至關重要。除了對定位精確度的要求外,還要求每條線兩頭的壓焊要有很好的電性能連接,對延伸跨度的連線要求保持一定的弧度日.小能有紐結,而且要與鄰線保持一定的安全距離。常規封裝件跨線的弧度一般為8~ 12 mil,而有些非常薄的封裝件要求4—5 ITlllj4i。鄰線之間的間距稱為壓焊的節距( pitch)、
連線壓焊通常使用金線或鋁線。.這兩種材料的導電性都很強,它們的延展性也都很強,能經得住壓焊過程中產乍的形變并且保持牢固和可靠。
 相關技術資料
相關技術資料- 11-15引線鍵合
- 11-15環氧樹脂黏結法
- 5-26晶體管開關電路的設計

 公網安備44030402000607
公網安備44030402000607





