
預熱溫度:松香基助焊劑實測
發布時間:2016/6/2 22:47:51 訪問次數:1401
● 預熱溫度:松香基助焊劑實測70~120℃.
水基助焊劑實測80~130℃。 MAC224-10
● 焊接溫度:實測⒛0~250℃。
● 焊接時間:單波峰2~5s,雙波峰2,3~5s(其中高波要求在0.3s以上)。
● 傳送速度:醇基助焊劑ω~18Ocm/min,水基助焊ω~150clL/min。
無鉛波峰焊通用技術要求
● 預熱溫度:醇基助焊劑實測75~120℃,水基助焊劑90~130℃。
● 焊接溫度:實測235~265℃。
● 焊接時間:3~6s。
● 傳送速度:60~140cWmin。
以有鉛釬料Sn~s7Pb為例,在波峰焊接過程中,熱量是焊接的絕對必要條件,熱過程的控制及熱量的有效利用,是確保波峰焊接效果的重要因素。有鉛波峰焊接的熱過程溫度曲線如圖9.15所示。
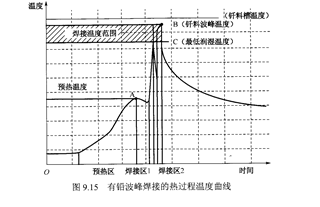
● 預熱溫度:松香基助焊劑實測70~120℃.
水基助焊劑實測80~130℃。 MAC224-10
● 焊接溫度:實測⒛0~250℃。
● 焊接時間:單波峰2~5s,雙波峰2,3~5s(其中高波要求在0.3s以上)。
● 傳送速度:醇基助焊劑ω~18Ocm/min,水基助焊ω~150clL/min。
無鉛波峰焊通用技術要求
● 預熱溫度:醇基助焊劑實測75~120℃,水基助焊劑90~130℃。
● 焊接溫度:實測235~265℃。
● 焊接時間:3~6s。
● 傳送速度:60~140cWmin。
以有鉛釬料Sn~s7Pb為例,在波峰焊接過程中,熱量是焊接的絕對必要條件,熱過程的控制及熱量的有效利用,是確保波峰焊接效果的重要因素。有鉛波峰焊接的熱過程溫度曲線如圖9.15所示。
上一篇:釬料槽溫度
上一篇:波峰焊橫常見缺陷及其抑制
 相關技術資料
相關技術資料- 6-2預熱溫度:松香基助焊劑實測
熱門點擊
 公網安備44030402000607
公網安備44030402000607





