
WCM2012F2S-361T01兩列鉚釘之間的間距
發布時間:2019/11/16 12:27:31 訪問次數:2738
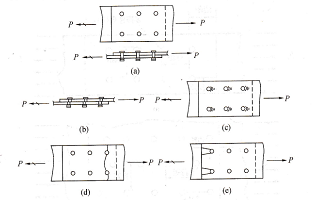
WCM2012F2S-361T01鉚釘承受剪切傳遞載荷時,可能發生的破壞形式,(a)正常的連接;(b)緊固件剪切失效;(c)緊固件孔壁擠壓失效;(d)結構件拉仲失效;(e)結構件剪切失效.
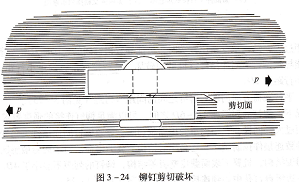
鉚釘剪切破壞,鉚釘排列布置,鉚釘排列方式如圖3-25所示。
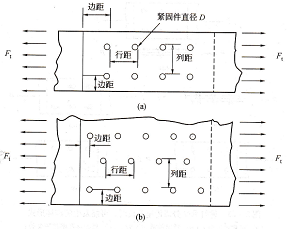
鉚釘排列方式有平行排列(見圖3-25(a))和交錯排列(見圖3-25(b))。交錯排列一般用于需要進行液體或氣體密封的結構,例如油箱邊界結構。這是因為鉚釘的交錯排列可以增加油箱的密封性。
鉚釘間的距離布置一間距和邊距,鉚釘間距是相鄰鉚釘中心之間的距離。鉚釘間距又分為行距和列距(見圖3-25)。行距―垂直載荷方向的兩行鉚釘之間的間距叫行距(見圖3-25)。
一般情況下,鉚釘的行距在4D~6D(D為鉚釘之間,可以滿足鉚釘連接的強度鉚釘的排列方式(a)緊固件平行排列示意圖;(b)緊固件交錯排列示意圖要求。
鉚釘行距過大,結構承受擠壓載荷時,可能導致鉚釘間的連接件發生失穩變形。鉚釘行距過小,可能導致鉚釘之間連接件材料剪切破壞,千巴~∶j型iz生塑ll墮曩塵至冀立四哩~交錯排列鉚釘的最小行距為2D。
列距一平行載荷方向的兩列鉚釘之間的間距叫列距(見圖3-25)。一般情況下,鉚釘的列距在4E~6D,可以滿足鉚釘連接的強度要求。
鉚釘列距過大,同樣會在結構承受壓縮載荷時,導致鉚釘間連接件失穩變形。鉚釘列距過小,可能導致連接件拉斷破壞,還會降低結構的疲勞壽命。對于疲勞敏感區,例如機身艙門等大開口周圍結構,機翼下表面蒙皮壁板等結構,鉚釘的列距不能小于4D。
邊距―邊緣鉚釘孔中心到連接件邊緣的距離(見圖3-25)。
一般情況處剪切破壞。鉚釘的邊距應在2.0D~2.5D。邊距過小會造成連接件在邊緣鉚釘孔.
實心鉚釘的安裝及質量要求,實心鉚釘的安裝.
鉆孔在鉚接過程中是很重要的一道工序,最后鉚接質量的好壞很大程度上取決于預制孔的質量。對鉚釘孔的質量要求是:釘孔直徑大小應與所用鉚釘直徑相匹配,孔應是垂直于鈑平面的圓孔,既不能傾斜,也不能有橢圓度;孔壁應光潔,不能有棱角、毛刺、壓傷、劃傷等;孔口邊緣應光潔無毛刺。
用于飛機結構上的鉚釘直徑范圍在3/32~3/8 in。直徑小于3/32 in的鉚釘承載能力過小,不能用在飛機結構上;而當直徑大于3/8 in,一般都采用其他形式的緊固件.
鉚釘孔的導孔可以用沖壓法沖壓制得,然后再用鉆孔方法將導孔擴鉆到所需終孔的尺寸。不法直接沖壓出最后的終孔,因為用沖壓法制出的鉚釘孔有很多缺陷,都會降低連接鈑件的疲勞強度。
比如材料硬化、孔邊緣一般安裝鉚紅的終孔直徑要比鉚釘釘桿直徑大3/1000~4/1 000 in。終孔直徑太小,會在將鉚釘放人孔中時劃傷鉚釘桿表面的氧化膜保護層;終孔直徑太大,在鉚釘鉚打完成之后,會造成鉚釘桿不能充滿鉚釘孔,從而降低鉚釘擠壓強度,達不到連接強度要求。孔鉆好以后,要用銼刀或劃窩鉆將孔邊緣的毛刺去掉后才能使用。
加工埋頭窩,若使用埋頭鉚釘進行鉚接修理,在鈑料上鉆完孔以后,還要在釘孔四周形成一個可容納鉚釘頭部的埋頭窩,這樣才能使鉚釘頭坐到窩內,鉚釘頭表面與鈑件表面取平,得到光滑的氣動外形。
埋頭窩的制作方法有兩種:劃窩法和壓窩成型。用劃窩法制作埋頭窩的原則是:不能在制作埋頭窩的鈑件中形成刀刃(見圖3-26(c)),否則會大大降低鈑件的疲。圖3-26(a)所示為最好的結構形式,而圖3-26(c)所示的結構形式是不能采用的。

埋頭窩的制作方法,精制壓窩效果較好,在可能情況下應采用精制壓窩成型有精制壓窩和圓角壓窩西.盹窩法來預制鉚釘窩。對的金屬,采用冷壓窩成型工藝。因為這些材料較脆,韌性差,在室溫下變形能力有限,如果采用冷壓窩成型,會造成裂紋、破邊或釘窩形狀不正確。
因此,這些材料壓窩成型時,其變形區域應預先加熱,也就是采用熱壓窩成型。進行熱壓窩成型時,加熱的溫度和加熱時間應嚴格控制,以防止加熱過高破壞材料的原有熱處理狀態及性能。
打鉚釘時注意事項:
鉚打之前應選用合適的鉚槍沖頭,首先沖頭形狀應和要鉚打的鉚釘釘頭形狀相適合,如果鉚有另平面買麗釘莪罾菹買麗釘I426或470型鉚釘)時1″生頭凹處蘭徑應比釘頭半徑~略大一些,以保證鉚打時沖頭施加到釘頭上的力能集中作用到釘桿中心處(見圖3-27).
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
WCM2012F2S-361T01鉚釘承受剪切傳遞載荷時,可能發生的破壞形式,(a)正常的連接;(b)緊固件剪切失效;(c)緊固件孔壁擠壓失效;(d)結構件拉仲失效;(e)結構件剪切失效.
鉚釘剪切破壞,鉚釘排列布置,鉚釘排列方式如圖3-25所示。
鉚釘排列方式有平行排列(見圖3-25(a))和交錯排列(見圖3-25(b))。交錯排列一般用于需要進行液體或氣體密封的結構,例如油箱邊界結構。這是因為鉚釘的交錯排列可以增加油箱的密封性。
鉚釘間的距離布置一間距和邊距,鉚釘間距是相鄰鉚釘中心之間的距離。鉚釘間距又分為行距和列距(見圖3-25)。行距―垂直載荷方向的兩行鉚釘之間的間距叫行距(見圖3-25)。
一般情況下,鉚釘的行距在4D~6D(D為鉚釘之間,可以滿足鉚釘連接的強度鉚釘的排列方式(a)緊固件平行排列示意圖;(b)緊固件交錯排列示意圖要求。
鉚釘行距過大,結構承受擠壓載荷時,可能導致鉚釘間的連接件發生失穩變形。鉚釘行距過小,可能導致鉚釘之間連接件材料剪切破壞,千巴~∶j型iz生塑ll墮曩塵至冀立四哩~交錯排列鉚釘的最小行距為2D。
列距一平行載荷方向的兩列鉚釘之間的間距叫列距(見圖3-25)。一般情況下,鉚釘的列距在4E~6D,可以滿足鉚釘連接的強度要求。
鉚釘列距過大,同樣會在結構承受壓縮載荷時,導致鉚釘間連接件失穩變形。鉚釘列距過小,可能導致連接件拉斷破壞,還會降低結構的疲勞壽命。對于疲勞敏感區,例如機身艙門等大開口周圍結構,機翼下表面蒙皮壁板等結構,鉚釘的列距不能小于4D。
邊距―邊緣鉚釘孔中心到連接件邊緣的距離(見圖3-25)。
一般情況處剪切破壞。鉚釘的邊距應在2.0D~2.5D。邊距過小會造成連接件在邊緣鉚釘孔.
實心鉚釘的安裝及質量要求,實心鉚釘的安裝.
鉆孔在鉚接過程中是很重要的一道工序,最后鉚接質量的好壞很大程度上取決于預制孔的質量。對鉚釘孔的質量要求是:釘孔直徑大小應與所用鉚釘直徑相匹配,孔應是垂直于鈑平面的圓孔,既不能傾斜,也不能有橢圓度;孔壁應光潔,不能有棱角、毛刺、壓傷、劃傷等;孔口邊緣應光潔無毛刺。
用于飛機結構上的鉚釘直徑范圍在3/32~3/8 in。直徑小于3/32 in的鉚釘承載能力過小,不能用在飛機結構上;而當直徑大于3/8 in,一般都采用其他形式的緊固件.
鉚釘孔的導孔可以用沖壓法沖壓制得,然后再用鉆孔方法將導孔擴鉆到所需終孔的尺寸。不法直接沖壓出最后的終孔,因為用沖壓法制出的鉚釘孔有很多缺陷,都會降低連接鈑件的疲勞強度。
比如材料硬化、孔邊緣一般安裝鉚紅的終孔直徑要比鉚釘釘桿直徑大3/1000~4/1 000 in。終孔直徑太小,會在將鉚釘放人孔中時劃傷鉚釘桿表面的氧化膜保護層;終孔直徑太大,在鉚釘鉚打完成之后,會造成鉚釘桿不能充滿鉚釘孔,從而降低鉚釘擠壓強度,達不到連接強度要求。孔鉆好以后,要用銼刀或劃窩鉆將孔邊緣的毛刺去掉后才能使用。
加工埋頭窩,若使用埋頭鉚釘進行鉚接修理,在鈑料上鉆完孔以后,還要在釘孔四周形成一個可容納鉚釘頭部的埋頭窩,這樣才能使鉚釘頭坐到窩內,鉚釘頭表面與鈑件表面取平,得到光滑的氣動外形。
埋頭窩的制作方法有兩種:劃窩法和壓窩成型。用劃窩法制作埋頭窩的原則是:不能在制作埋頭窩的鈑件中形成刀刃(見圖3-26(c)),否則會大大降低鈑件的疲。圖3-26(a)所示為最好的結構形式,而圖3-26(c)所示的結構形式是不能采用的。
埋頭窩的制作方法,精制壓窩效果較好,在可能情況下應采用精制壓窩成型有精制壓窩和圓角壓窩西.盹窩法來預制鉚釘窩。對的金屬,采用冷壓窩成型工藝。因為這些材料較脆,韌性差,在室溫下變形能力有限,如果采用冷壓窩成型,會造成裂紋、破邊或釘窩形狀不正確。
因此,這些材料壓窩成型時,其變形區域應預先加熱,也就是采用熱壓窩成型。進行熱壓窩成型時,加熱的溫度和加熱時間應嚴格控制,以防止加熱過高破壞材料的原有熱處理狀態及性能。
打鉚釘時注意事項:
鉚打之前應選用合適的鉚槍沖頭,首先沖頭形狀應和要鉚打的鉚釘釘頭形狀相適合,如果鉚有另平面買麗釘莪罾菹買麗釘I426或470型鉚釘)時1″生頭凹處蘭徑應比釘頭半徑~略大一些,以保證鉚打時沖頭施加到釘頭上的力能集中作用到釘桿中心處(見圖3-27).
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相關技術資料
相關技術資料- 11-23模擬和混合信號平臺Treo詳情
- 11-23PXI和LXI模塊化解決方案解讀
- 11-23AN-13-0004_CAN收發器結構參數特點應用設計
- 11-23屏蔽柵槽溝技術 (SGT)主要特性及功能應用
- 11-23第一代SGT MOSFET系列技術結構參數封裝
- 11-23全球首顆GSE DPU芯片發布
- 11-22新一代5G-A模組RG650V-NA結構技術參數應用及需求分析
- 11-22電池儲能系統 (BESS)結構設計及解決方案
- 11-22全新高脈沖制動電阻系列參數技術應用設計
- 11-22Telcordia GR-468 CORE測試應用全
- 11-22DSP(數字信號處理器)系列介紹
- 11-22AI ISP的技術優勢和市場發展趨勢
 公網安備44030402000607
公網安備44030402000607





