
MN1550WCA-1 數控仿形立式銑床
發布時間:2019/12/8 13:43:06 訪問次數:2493
故障分析,無直流電壓輸出,平衡電抗器的中心抽頭斷開.
沒有按復位按鈕SB。
二極管Ⅴ4斷開,晶閘管的觸發器無-12V電源,沒有觸發脈沖輸出,晶閘管不能導通。
-12V觸發器電源板損壞。用示波器測試該電路板各點的波形,找出故障點并修復。
快速熔斷器熔斷,電路中有短路故障。
整流電路中有整流二極管擊穿短路。
過載保護電路不起作用。發生過載時,保護裝置不動作,只熔斷快速熔斷器的熔體。檢查過載保護電路,從信號輸人、整流、穩壓管、雙穩態電路到V4管逐一檢查。
三只燈泡的亮度不一樣,有一只燈泡比其他兩只亮燈較亮的那相的晶間管有短路故障。用萬用表檢查晶閘管,找出短路的晶閘管。
三只燈泡亮度不一樣,有一只燈泡比其他兩只暗,較暗的一相有晶間管開路。用示波器測試晶閘管兩端波形,找出開路的晶閘管。
燈較暗的一相晶間管的觸發器有故障,無觸發脈沖輸出。用示波器檢查觸發電
路的波形,查出故障并修復。
XKFM716數控仿形立式銑床,基本原理.
數控仿形立式銑床的組成 該銑床由機床主機、數控系統、仿形控制系統、主軸及三個方向進給伺服系統組成c主軸采用無級變速的交流電動機與滑移齒輪相結合的變速方式。X、Y、Z三個方向均采用直流伺服電機驅動的半閉環控制系統。仿形時由仿形儀的傳感器輸出信號到計算機中,控制Ⅹ、Y、Z三個方向的移動。
數控加工原理 系統框圖如圖15-60所示。將零件的加工程序通過MDI手動數據輸人或紙帶閱讀機輸人到計算機內存,計算機按照輸人的程序指令和尺寸要求進行處理和運算(包括速度控制運算和位置插補運算)。根據運算結果向各坐標的伺服系統分配進給脈沖,并發出必要的動作要求。伺服系統接到進給脈沖和動作信號后,進行轉換放大,驅動工作臺及主軸箱作相應的運動,按程序要求的形狀與尺寸完成零件的加工。

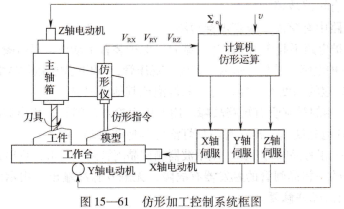
仿形加工原理 系統框圖如圖15-61所示。將工件裝于主軸刀具之下,模型置于仿形儀之下位置。給計算機輸人仿形命令和參數(如額定偏移Σ0,仿形速度y等)。首先引導工作臺運動,完成模型與仿形儀的接近。此時仿形偏移量已達到手Σ。啟動仿形運動后,仿形儀將輸出偏移信號vrx、vrY、vrz,信號經接口電路進入計算機進行仿形運算,為各進給軸伺服提供控制信號,驅動進給運動。從而使得模型表面緊貼仿形儀(靠模偏移Σ=Σ0)作切向運動,工件相對刀具作切向運動,切削出與模型一樣的工件來。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
故障分析,無直流電壓輸出,平衡電抗器的中心抽頭斷開.
沒有按復位按鈕SB。
二極管Ⅴ4斷開,晶閘管的觸發器無-12V電源,沒有觸發脈沖輸出,晶閘管不能導通。
-12V觸發器電源板損壞。用示波器測試該電路板各點的波形,找出故障點并修復。
快速熔斷器熔斷,電路中有短路故障。
整流電路中有整流二極管擊穿短路。
過載保護電路不起作用。發生過載時,保護裝置不動作,只熔斷快速熔斷器的熔體。檢查過載保護電路,從信號輸人、整流、穩壓管、雙穩態電路到V4管逐一檢查。
三只燈泡的亮度不一樣,有一只燈泡比其他兩只亮燈較亮的那相的晶間管有短路故障。用萬用表檢查晶閘管,找出短路的晶閘管。
三只燈泡亮度不一樣,有一只燈泡比其他兩只暗,較暗的一相有晶間管開路。用示波器測試晶閘管兩端波形,找出開路的晶閘管。
燈較暗的一相晶間管的觸發器有故障,無觸發脈沖輸出。用示波器檢查觸發電
路的波形,查出故障并修復。
XKFM716數控仿形立式銑床,基本原理.
數控仿形立式銑床的組成 該銑床由機床主機、數控系統、仿形控制系統、主軸及三個方向進給伺服系統組成c主軸采用無級變速的交流電動機與滑移齒輪相結合的變速方式。X、Y、Z三個方向均采用直流伺服電機驅動的半閉環控制系統。仿形時由仿形儀的傳感器輸出信號到計算機中,控制Ⅹ、Y、Z三個方向的移動。
數控加工原理 系統框圖如圖15-60所示。將零件的加工程序通過MDI手動數據輸人或紙帶閱讀機輸人到計算機內存,計算機按照輸人的程序指令和尺寸要求進行處理和運算(包括速度控制運算和位置插補運算)。根據運算結果向各坐標的伺服系統分配進給脈沖,并發出必要的動作要求。伺服系統接到進給脈沖和動作信號后,進行轉換放大,驅動工作臺及主軸箱作相應的運動,按程序要求的形狀與尺寸完成零件的加工。
仿形加工原理 系統框圖如圖15-61所示。將工件裝于主軸刀具之下,模型置于仿形儀之下位置。給計算機輸人仿形命令和參數(如額定偏移Σ0,仿形速度y等)。首先引導工作臺運動,完成模型與仿形儀的接近。此時仿形偏移量已達到手Σ。啟動仿形運動后,仿形儀將輸出偏移信號vrx、vrY、vrz,信號經接口電路進入計算機進行仿形運算,為各進給軸伺服提供控制信號,驅動進給運動。從而使得模型表面緊貼仿形儀(靠模偏移Σ=Σ0)作切向運動,工件相對刀具作切向運動,切削出與模型一樣的工件來。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相關技術資料
相關技術資料- 11-23模擬和混合信號平臺Treo詳情
- 11-23PXI和LXI模塊化解決方案解讀
- 11-23AN-13-0004_CAN收發器結構參數特點應用設計
- 11-23屏蔽柵槽溝技術 (SGT)主要特性及功能應用
- 11-23第一代SGT MOSFET系列技術結構參數封裝
- 11-23全球首顆GSE DPU芯片發布
- 11-22新一代5G-A模組RG650V-NA結構技術參數應用及需求分析
- 11-22電池儲能系統 (BESS)結構設計及解決方案
- 11-22全新高脈沖制動電阻系列參數技術應用設計
- 11-22Telcordia GR-468 CORE測試應用全
- 11-22DSP(數字信號處理器)系列介紹
- 11-22AI ISP的技術優勢和市場發展趨勢

 公網安備44030402000607
公網安備44030402000607





