
焊接工藝
發布時間:2012/9/29 19:38:04 訪問次數:1541
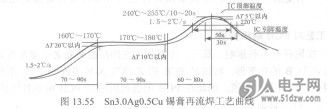
在再流區峰值溫度一般應控制在240℃~255℃,并要求溫度維持時間為10~15s。當溫度達到217℃時,裼膏熔化并開始潤濕焊盤和元器件端電極。隨著溫度的進一步提高,焊料爬升至元器件引腳的一定高度,形成一個“彎月面”。由于無鉛錫膏可焊性差,所以峰值溫度最低應達到240℃,并且相對有鉛焊峰值溫度保留時間應稍加延長,通常應達到10~15s。此時的峰值溫度離PCB/元器件損壞溫度已非常接近了,即人們所說的無鉛再流焊的“焊接工藝窗口窄”,SMA在再流區停留時間過長或溫度超高會造成PCB板面發黃、起泡,以致元器件損壞。因此應十分小心地調試溫度曲線,保證SMA在理想的溫度下再流,PCB色質保持原貌,焊點保滿。
由于無鉛焊料在常溫冷卻過程中,焊點表面無光亮感,早期呈“橘皮紋”狀,因此人們更重視無鉛再流焊的冷卻過程,快速冷卻不僅可以增加焊點表面光亮感,而且可以減小焊料的晶粒。
但過快的冷卻速率也會給元器件帶來冷沖擊,就像過快的升溫速率會給元器件帶來熱沖擊導致器件損壞一樣。近年來人們通過冷卻速率對焊接大尺寸BGA的研究,認為快速冷卻會增加大BGA中心焊球與邊緣焊球之間的冷卻斜率變大,以及PCB和BGA焊球之間的內應力,導致焊球剪切強度降低。因此,主張大BGA器件的焊接采用慢速冷卻。
總之,冷卻速率的快慢應根據產品是否有大BGA、PCB是否均勻包括質量的均勻來最后確定,原則上如果元器件小可以快速冷卻,元器件大應慢速冷,通常,冷卻速率控制在4℃/s為宜,保持與升溫段對稱為好。
無鉛再流焊,從進入第一溫區升溫到峰值溫度的時間維持在4~4.5min,不宜時間過長,否則焊接界面上CU3Sn的厚度會增加而影響到焊點質量。
再流峰值溫度會直接影響到焊點的焊接強度,其量化參數如圖13.56所示。
從圖13.55中看出,隨著峰值溫度的提高,焊接疆度提高,因此無鉛再流焊工藝中峰值溫度是非常重要的。
RTS溫度曲線在無鉛再流焊中再次提出,它最大特點是升溫速率平穩并且較小,采用RTS溫度曲線其SMA的熱應力可降低,當SMA上元器件大小相對均勻時,即PCB表面溫差較小的產品以及焊接帶有大BGA的SMA均可采用。
總之,無鉛紅外熱風再流焊工藝窗口窄,爐子各項參數,如溫度、風速、帶速、電壓波動都會影響到焊接質量,對于復雜的PCB特別是多個BGA的焊接,要保證板子上成百上千個焊點都能實現理想狀態,高穩定的爐子,以及嚴格的工藝曲線管理均不可少。工藝曲線中,升溫速率、保溫時間及溫度、峰值溫度及時間、冷卻速率都應嚴格規范。
在再流區峰值溫度一般應控制在240℃~255℃,并要求溫度維持時間為10~15s。當溫度達到217℃時,裼膏熔化并開始潤濕焊盤和元器件端電極。隨著溫度的進一步提高,焊料爬升至元器件引腳的一定高度,形成一個“彎月面”。由于無鉛錫膏可焊性差,所以峰值溫度最低應達到240℃,并且相對有鉛焊峰值溫度保留時間應稍加延長,通常應達到10~15s。此時的峰值溫度離PCB/元器件損壞溫度已非常接近了,即人們所說的無鉛再流焊的“焊接工藝窗口窄”,SMA在再流區停留時間過長或溫度超高會造成PCB板面發黃、起泡,以致元器件損壞。因此應十分小心地調試溫度曲線,保證SMA在理想的溫度下再流,PCB色質保持原貌,焊點保滿。
由于無鉛焊料在常溫冷卻過程中,焊點表面無光亮感,早期呈“橘皮紋”狀,因此人們更重視無鉛再流焊的冷卻過程,快速冷卻不僅可以增加焊點表面光亮感,而且可以減小焊料的晶粒。
但過快的冷卻速率也會給元器件帶來冷沖擊,就像過快的升溫速率會給元器件帶來熱沖擊導致器件損壞一樣。近年來人們通過冷卻速率對焊接大尺寸BGA的研究,認為快速冷卻會增加大BGA中心焊球與邊緣焊球之間的冷卻斜率變大,以及PCB和BGA焊球之間的內應力,導致焊球剪切強度降低。因此,主張大BGA器件的焊接采用慢速冷卻。
總之,冷卻速率的快慢應根據產品是否有大BGA、PCB是否均勻包括質量的均勻來最后確定,原則上如果元器件小可以快速冷卻,元器件大應慢速冷,通常,冷卻速率控制在4℃/s為宜,保持與升溫段對稱為好。
無鉛再流焊,從進入第一溫區升溫到峰值溫度的時間維持在4~4.5min,不宜時間過長,否則焊接界面上CU3Sn的厚度會增加而影響到焊點質量。
再流峰值溫度會直接影響到焊點的焊接強度,其量化參數如圖13.56所示。
從圖13.55中看出,隨著峰值溫度的提高,焊接疆度提高,因此無鉛再流焊工藝中峰值溫度是非常重要的。
RTS溫度曲線在無鉛再流焊中再次提出,它最大特點是升溫速率平穩并且較小,采用RTS溫度曲線其SMA的熱應力可降低,當SMA上元器件大小相對均勻時,即PCB表面溫差較小的產品以及焊接帶有大BGA的SMA均可采用。
總之,無鉛紅外熱風再流焊工藝窗口窄,爐子各項參數,如溫度、風速、帶速、電壓波動都會影響到焊接質量,對于復雜的PCB特別是多個BGA的焊接,要保證板子上成百上千個焊點都能實現理想狀態,高穩定的爐子,以及嚴格的工藝曲線管理均不可少。工藝曲線中,升溫速率、保溫時間及溫度、峰值溫度及時間、冷卻速率都應嚴格規范。
上一篇:無鉛工藝對PCB耐熱要求
上一篇:氮氣再流焊
 相關技術資料
相關技術資料- 9-29焊接工藝
熱門點擊
- RLC串聯電路的諧振特性
- 線性有源二端網絡等效參數測量
- 方波一三角波發生器設計與研究(設計性實驗)
- 重復精度
- BGA的焊接
- 乒乓球模擬比賽(綜合性實驗)
- 焊錫膏的分類及標識
- 絲網,模板印刷
- 焊錫膏印刷的缺陷、產生原因及對策
- 單穩態觸發器
推薦技術資料

- 泰克新發布的DSA830
- 泰克新發布的DSA8300在一臺儀器中同時實現時域和頻域分析,DS... [詳細]
 公網安備44030402000607
公網安備44030402000607





