
熱風刀
發布時間:2012/9/26 20:33:56 訪問次數:1231
熱風刀是20世紀90年代出PM450RLA060現的新技術。所謂的熱風刀,是指在SMA剛離開焊接波峰后,在SMA的下方放置一個窄長的帶開口的“腔體”,在窄長的開口處能吹出(4~20)×0.068個標準大氣壓和500 0C~525℃的氣流,形如刀狀,故被形象地稱為熱風刀。熱風刀的高溫高壓氣流吹向SMA上尚處于熔融狀態的焊點,過熱的風可以吹掉多余的焊錫,也可以填補金屬化孔內焊錫的不足,對有橋接的焊點可以立即得到修復。同時由于使焊點的熔化時間得以延長,故原來那些帶有氣孔的焊點也能得到修復,因此熱風刀可以使焊接缺陷大大降低。國外報道,采用熱風刀不良焊點率可以下降到(2~20)×10“,而適當的風壓卻不會破壞真正完好的無缺陷焊點。熱風刀已茌SMA焊接中廣泛使用。
熱風刀的溫度和壓力應根據SMA上的元器件密度、元器件類型以及板上的方向而設定。
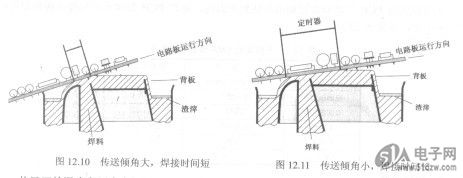
為了獲得最佳的效果,可調整熱風刀的角度(40。~90。)(以水平為基準),以及與SMA底面之間的距離(盡可能近)。如果發現有焊錫吹到板子上部,則應減少風刀的壓力,既要保證吹掉多余焊錫,修正橋接,又要保證不使焊料吹到元器件上。通常對所有類型的板子壓力設置為(5~10)×0.068個標準大氣壓,溫度為426℃,可以得到很好的焊接效果。不同SMA的熱風刀壓力參數見表12.4。

熱風刀是20世紀90年代出PM450RLA060現的新技術。所謂的熱風刀,是指在SMA剛離開焊接波峰后,在SMA的下方放置一個窄長的帶開口的“腔體”,在窄長的開口處能吹出(4~20)×0.068個標準大氣壓和500 0C~525℃的氣流,形如刀狀,故被形象地稱為熱風刀。熱風刀的高溫高壓氣流吹向SMA上尚處于熔融狀態的焊點,過熱的風可以吹掉多余的焊錫,也可以填補金屬化孔內焊錫的不足,對有橋接的焊點可以立即得到修復。同時由于使焊點的熔化時間得以延長,故原來那些帶有氣孔的焊點也能得到修復,因此熱風刀可以使焊接缺陷大大降低。國外報道,采用熱風刀不良焊點率可以下降到(2~20)×10“,而適當的風壓卻不會破壞真正完好的無缺陷焊點。熱風刀已茌SMA焊接中廣泛使用。
熱風刀的溫度和壓力應根據SMA上的元器件密度、元器件類型以及板上的方向而設定。
為了獲得最佳的效果,可調整熱風刀的角度(40。~90。)(以水平為基準),以及與SMA底面之間的距離(盡可能近)。如果發現有焊錫吹到板子上部,則應減少風刀的壓力,既要保證吹掉多余焊錫,修正橋接,又要保證不使焊料吹到元器件上。通常對所有類型的板子壓力設置為(5~10)×0.068個標準大氣壓,溫度為426℃,可以得到很好的焊接效果。不同SMA的熱風刀壓力參數見表12.4。
 相關技術資料
相關技術資料- 9-26熱風刀
熱門點擊
 公網安備44030402000607
公網安備44030402000607





