
預熱溫度
發布時間:2012/9/26 20:31:35 訪問次數:1031
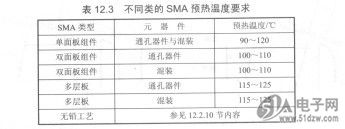
預熱溫度指PCB與波峰面接觸前PM450RL1A120所達到的溫度,通常PCB焊接面的溫度應根據焊接的產品來確定,參見表12.3。
焊接溫度是非常重要的焊接參數,通常高于焊料熔點(183℃)500C~60℃,大多數情況是指焊錫鍋的溫度。該溫度是焊盤達到潤濕溫度的根本保證,通過流動的焊料向焊盤供熱,故導熱系數高達lOOOOW/m2.K以上。此外,適當高的焊料溫度還保證焊料有較好的流動性,焊接溫度在波峰焊機開通時應定期定時檢查,尤其是焊接缺陷增多時,更應該首先檢查錫鍋的溫度。
在實際運行時,所焊接的PCB焊點溫度要低于錫鍋溫度,這是PCB吸熱的結果,曲線上所見到的溫度僅為227 0C,在單波峰焊機中,這個溫度還要低一點。
波峰焊接工藝參數除了溫度和時間外,還有下列參數應經常注意觀察和調節。
波峰高度
波峰高度指波峰焊接中的PCB吃錫深度,其數值通常控制為PCB板厚的1/2~2/3,過大會導致熔融焊料流到PCB的表面,會導致“橋連”。此外PCB浸入焊料面越深,其擋流作用就越明顯,再加上元器件引腳的作周,就會擾亂焊料的流動速度分布不能保證PCB與焊料流的相對零速運動。對幅面過大和超重的PCB,通常用增加攔錫條或在波峰焊機的錫鍋架設鋼絲的辦法來解決。
傳送傾角
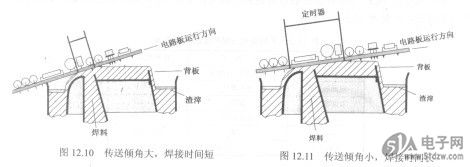
波峰焊機在安裝時除了應調整機器的水平外,還應調節傳送裝置的傾角,高檔波峰焊機有量化指示。通常傾斜角控制為3。~7。。通過傾斜角的調節,可以實現調控PCB與波峰面的焊接時間,適當的傾角會利于焊料液與PCB更快地剝離使之返回錫鍋中,如圖12.10和圖12.11所示。
預熱溫度指PCB與波峰面接觸前PM450RL1A120所達到的溫度,通常PCB焊接面的溫度應根據焊接的產品來確定,參見表12.3。
焊接溫度是非常重要的焊接參數,通常高于焊料熔點(183℃)500C~60℃,大多數情況是指焊錫鍋的溫度。該溫度是焊盤達到潤濕溫度的根本保證,通過流動的焊料向焊盤供熱,故導熱系數高達lOOOOW/m2.K以上。此外,適當高的焊料溫度還保證焊料有較好的流動性,焊接溫度在波峰焊機開通時應定期定時檢查,尤其是焊接缺陷增多時,更應該首先檢查錫鍋的溫度。
在實際運行時,所焊接的PCB焊點溫度要低于錫鍋溫度,這是PCB吸熱的結果,曲線上所見到的溫度僅為227 0C,在單波峰焊機中,這個溫度還要低一點。
波峰焊接工藝參數除了溫度和時間外,還有下列參數應經常注意觀察和調節。
波峰高度
波峰高度指波峰焊接中的PCB吃錫深度,其數值通常控制為PCB板厚的1/2~2/3,過大會導致熔融焊料流到PCB的表面,會導致“橋連”。此外PCB浸入焊料面越深,其擋流作用就越明顯,再加上元器件引腳的作周,就會擾亂焊料的流動速度分布不能保證PCB與焊料流的相對零速運動。對幅面過大和超重的PCB,通常用增加攔錫條或在波峰焊機的錫鍋架設鋼絲的辦法來解決。
傳送傾角
波峰焊機在安裝時除了應調整機器的水平外,還應調節傳送裝置的傾角,高檔波峰焊機有量化指示。通常傾斜角控制為3。~7。。通過傾斜角的調節,可以實現調控PCB與波峰面的焊接時間,適當的傾角會利于焊料液與PCB更快地剝離使之返回錫鍋中,如圖12.10和圖12.11所示。
 相關技術資料
相關技術資料- 9-26預熱溫度
 公網安備44030402000607
公網安備44030402000607





