
第三代:紅外熱風式再流焊爐
發布時間:2012/9/27 20:39:55 訪問次數:995
對流傳熱的原理是熱能依靠媒介SKM200GB128DE的運動而發生傳遞的,在紅外一熱風再流焊爐申,媒介是空氣或氮氣,對流傳熱的快慢取決于熱風的速度。但考慮到焊接元器件越來越小,因此強制對流的風量不可能過大,焊料熔化的瞬間,元器件好像置于冰塊之上,過大的風會造成元器件移位,同時,在高溫下,熱風的流動也會助長焊點的氧化,影響焊接效果。通常風速控制在1.0~1.8m/s的范圍之內。適當的風量對PCB上過熱的元器件起到散熱作用,而對熱需求量大的元器件又可以迅速補充熱量,因此熱風傳熱能起到熱的均衡作用。當然,在紅外一熱風再流焊爐中,熱量的傳導依然是依靠輻射導熱為主。
目前在紅外熱風式再流焊爐的結構上,其熱風的產生常以下列兩種形式出現。
由軸向風扇產生
這是早期出現的產生熱風的一種方式,它的結構特征是:各個溫區的加熱板開有一定數量的孔,而風扇則裝在加熱板的上方,風扇的轉動形成的風通過加熱板上的孔吹到爐腔內,如圖13.3所示。
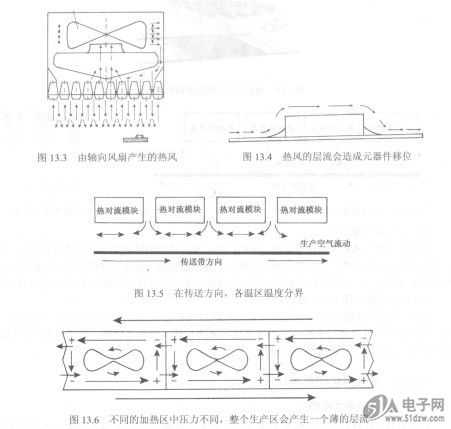
這種熱風形成的形式的確起到混合爐腔內溫度的功效,有助于溫度的均勻性,但進一步的研究表明:軸向風扇形成的風源會形成不同的氣流速度,并且在不同的加熱區中風壓有所不同,這會在整個生產區產生一個薄的層流,熱風的層流運動會造各個溫區的溫度分界不清,易形成不必要的混合,還會造成元器件位移,如圖13.4至圖13.6所示。此外電動機裝在機器最熱的部位,長久使用后也容易損壞。
對流傳熱的原理是熱能依靠媒介SKM200GB128DE的運動而發生傳遞的,在紅外一熱風再流焊爐申,媒介是空氣或氮氣,對流傳熱的快慢取決于熱風的速度。但考慮到焊接元器件越來越小,因此強制對流的風量不可能過大,焊料熔化的瞬間,元器件好像置于冰塊之上,過大的風會造成元器件移位,同時,在高溫下,熱風的流動也會助長焊點的氧化,影響焊接效果。通常風速控制在1.0~1.8m/s的范圍之內。適當的風量對PCB上過熱的元器件起到散熱作用,而對熱需求量大的元器件又可以迅速補充熱量,因此熱風傳熱能起到熱的均衡作用。當然,在紅外一熱風再流焊爐中,熱量的傳導依然是依靠輻射導熱為主。
目前在紅外熱風式再流焊爐的結構上,其熱風的產生常以下列兩種形式出現。
由軸向風扇產生
這是早期出現的產生熱風的一種方式,它的結構特征是:各個溫區的加熱板開有一定數量的孔,而風扇則裝在加熱板的上方,風扇的轉動形成的風通過加熱板上的孔吹到爐腔內,如圖13.3所示。
這種熱風形成的形式的確起到混合爐腔內溫度的功效,有助于溫度的均勻性,但進一步的研究表明:軸向風扇形成的風源會形成不同的氣流速度,并且在不同的加熱區中風壓有所不同,這會在整個生產區產生一個薄的層流,熱風的層流運動會造各個溫區的溫度分界不清,易形成不必要的混合,還會造成元器件位移,如圖13.4至圖13.6所示。此外電動機裝在機器最熱的部位,長久使用后也容易損壞。
上一篇:第二代:紅外再流焊爐
上一篇:由切向風扇產生
 相關技術資料
相關技術資料- 9-29應選好無鉛錫膏
- 9-27第三代:紅外熱風式再流焊爐
熱門點擊
- 要熟悉三相異步電動機的反接制動控制的原理
- 用指針式萬用表開路檢測電解電容器
- 集成電路的參數
- 無鉛焊料的表面張力
- 貼片技術與貼片機
- 電腦電源中的三極管
- 錫須生長失效
- 識別電路板中的場效應管
- 多芯片模塊(MCM)技術
- SOP型電阻網絡
推薦技術資料
- 繪制印制電路板的過程
- 繪制印制電路板是相當重要的過程,EPL2010新穎的理... [詳細]
 公網安備44030402000607
公網安備44030402000607





