
模板開口形狀
發布時間:2014/5/10 20:35:31 訪問次數:1329
一般來說,矩形開孔比方形MHQ0402P2N5CT000和圓形開孔具有更好的脫模效率。
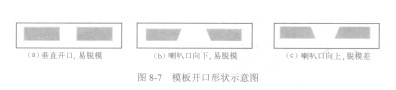
喇叭口垂直(見圖8-7 (a》或向下(見圖8-7 (b》時焊膏釋放順利;如果喇叭口向上(見圖8-7 (c》,印刷后不利于焊膏釋放,脫模時焊膏被開口四周的倒角帶起,造成焊膏圖形不完整等印刷缺陷,微小開口時可能造成不能漏印。垂直開孔焊膏印刷效果更好,焊膏沉積量更大。
(a)垂直開口,易脫模 (b)喇叭口向下,易脫模 (c)喇叭口向上,脫模差
圖8-7模板開口形狀示意圖
模板的類型對脫模效率的變化也起到非常重要的作用。化學蝕刻法制作的模板,容易造成過度蝕刻或蝕刻不足現象。蝕刻不足會使實際開口面積變小;過度蝕刻會造成開口面積過大,如圖8-8所示。
(a)過度蝕刻,開口變大 (b)蝕刻不足,開口變小
圖8-8蝕刻鋼板過度蝕刻或蝕刻不足

模板開口壁的光滑度
開口壁光滑,焊膏容易脫模;開口孔壁粗糙,影響焊膏釋放,如圖8-9所示。因此加工窄間距模板時,可以采用電拋光的方法去除激光切割時產生的毛刺。
模板開口方向與刮刀移動方向
通常組裝板上都會有一些四邊引腳的QFP,總會遇到與刮刀移動方向垂直的模板開口。刮刀移動方向垂直于模板開口的情況下,因刮刀通過的時間短,焊膏難以被填入,常造成焊膏量不足,如圖8-10所示。為了使與刮刀移動方向垂直的模板開口取得的焊膏量和與刮刀移動方向平行的模板開口取得的焊膏量相等,應加大垂直方向的模板開口尺寸,或采用45。角印刷法解決。
圖8-9模板開口孔壁粗糙影響焊膏釋放 圖8-10模板開口方向與刮刀移動方向示意圖

一般來說,矩形開孔比方形MHQ0402P2N5CT000和圓形開孔具有更好的脫模效率。
喇叭口垂直(見圖8-7 (a》或向下(見圖8-7 (b》時焊膏釋放順利;如果喇叭口向上(見圖8-7 (c》,印刷后不利于焊膏釋放,脫模時焊膏被開口四周的倒角帶起,造成焊膏圖形不完整等印刷缺陷,微小開口時可能造成不能漏印。垂直開孔焊膏印刷效果更好,焊膏沉積量更大。
(a)垂直開口,易脫模 (b)喇叭口向下,易脫模 (c)喇叭口向上,脫模差
圖8-7模板開口形狀示意圖
模板的類型對脫模效率的變化也起到非常重要的作用。化學蝕刻法制作的模板,容易造成過度蝕刻或蝕刻不足現象。蝕刻不足會使實際開口面積變小;過度蝕刻會造成開口面積過大,如圖8-8所示。
(a)過度蝕刻,開口變大 (b)蝕刻不足,開口變小
圖8-8蝕刻鋼板過度蝕刻或蝕刻不足
模板開口壁的光滑度
開口壁光滑,焊膏容易脫模;開口孔壁粗糙,影響焊膏釋放,如圖8-9所示。因此加工窄間距模板時,可以采用電拋光的方法去除激光切割時產生的毛刺。
模板開口方向與刮刀移動方向
通常組裝板上都會有一些四邊引腳的QFP,總會遇到與刮刀移動方向垂直的模板開口。刮刀移動方向垂直于模板開口的情況下,因刮刀通過的時間短,焊膏難以被填入,常造成焊膏量不足,如圖8-10所示。為了使與刮刀移動方向垂直的模板開口取得的焊膏量和與刮刀移動方向平行的模板開口取得的焊膏量相等,應加大垂直方向的模板開口尺寸,或采用45。角印刷法解決。
圖8-9模板開口孔壁粗糙影響焊膏釋放 圖8-10模板開口方向與刮刀移動方向示意圖
上一篇:模板設計
上一篇:刮刀材料、形狀及印劇方式
 相關技術資料
相關技術資料- 5-10模板開口形狀
- 相關IC型號
- MHQ0402P2N5CT000
- 暫無最新型號

 公網安備44030402000607
公網安備44030402000607





