
A面再流焊+B面波峰焊復合工藝中的問題
發布時間:2014/5/28 20:44:19 訪問次數:605
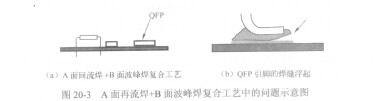
在A面再流焊+B面波峰焊復合工藝中,OM6357EL1/3C5/M3當完成A面再流焊后,所有的焊點都是合格的如圖20-3 (a)所示。但是,進行B面波峰焊時,在A面大的QFP和PLCC等元件的引腳鍍層為Sn-Pb合金時,雖然焊點本身熔點在217℃,不會熔化,但在焊錫與焊盤界面容易發生Pb的偏析現象,形成Sn-Ag-Pb的1740C低熔點層,使界面發生熔化,在熱應力或振動等應力的作用下造成焊點從焊盤上浮起,類似Lift-off現象,如圖20-3 (b)所示。
(a)A面回流焊+B面波峰焊復合工藝 (b) QFP引腳的焊縫浮起
圖20-3 A面再流焊+B面波峰焊復合工藝中的問題示意圖
元器件耐熱問題
陶瓷電阻器和特殊的電容器對溫度曲線的斜率(溫度的變化速率)非常敏感,由于陶瓷體與PCB的熱膨脹系數(CTE)相差較大(陶瓷為3~5×10-6/℃,PCB為17xl0。6/℃左右),在焊點冷
卻時容易遣成元件體和焊點裂紋。元件開裂現象與CTE的差異、溫度、元件的尺寸大小成正比。0201、0402、0603小元件一般很少開裂,而1206以上的大元件發生開裂失效的機會較多。
又如,鋁電解電容對溫度極其敏感。還有些鉭電容只能承受183℃以上不能超過60s,240℃不能超過lOs;一些小型表面貼裝變壓器的骨架不耐高溫,要求220。C不能超過lOs;有的有鉛器件230℃不能超過lOs。因此,需要注意對元器件的選擇,另外盡量通過通過優化溫度曲線,降低峰值溫度和峰值溫度的時間,避免無鉛焊接溫度對元器件損傷導致失效。
在A面再流焊+B面波峰焊復合工藝中,OM6357EL1/3C5/M3當完成A面再流焊后,所有的焊點都是合格的如圖20-3 (a)所示。但是,進行B面波峰焊時,在A面大的QFP和PLCC等元件的引腳鍍層為Sn-Pb合金時,雖然焊點本身熔點在217℃,不會熔化,但在焊錫與焊盤界面容易發生Pb的偏析現象,形成Sn-Ag-Pb的1740C低熔點層,使界面發生熔化,在熱應力或振動等應力的作用下造成焊點從焊盤上浮起,類似Lift-off現象,如圖20-3 (b)所示。
(a)A面回流焊+B面波峰焊復合工藝 (b) QFP引腳的焊縫浮起
圖20-3 A面再流焊+B面波峰焊復合工藝中的問題示意圖
元器件耐熱問題
陶瓷電阻器和特殊的電容器對溫度曲線的斜率(溫度的變化速率)非常敏感,由于陶瓷體與PCB的熱膨脹系數(CTE)相差較大(陶瓷為3~5×10-6/℃,PCB為17xl0。6/℃左右),在焊點冷
卻時容易遣成元件體和焊點裂紋。元件開裂現象與CTE的差異、溫度、元件的尺寸大小成正比。0201、0402、0603小元件一般很少開裂,而1206以上的大元件發生開裂失效的機會較多。
又如,鋁電解電容對溫度極其敏感。還有些鉭電容只能承受183℃以上不能超過60s,240℃不能超過lOs;一些小型表面貼裝變壓器的骨架不耐高溫,要求220。C不能超過lOs;有的有鉛器件230℃不能超過lOs。因此,需要注意對元器件的選擇,另外盡量通過通過優化溫度曲線,降低峰值溫度和峰值溫度的時間,避免無鉛焊接溫度對元器件損傷導致失效。
上一篇:純表面組裝工藝流程
上一篇:元器件的潮濕敏感度問題
 相關技術資料
相關技術資料- 10-29快速熱處理(RTP)
- 5-28A面再流焊+B面波峰焊復合工藝中的問題
熱門點擊
- 工藝流程的設計原則
- BCD碼
- 焊接溫度和焊接時間
- 波峰焊通用工藝
- 采用專用工具馬蹄形烙鐵頭焊接
- 改變表面張力與黏度的措施
- PQFP (Plastic Quad Fl
- COB技術
- 對濕度敏感器件(MSD)昀管理和控制措施
- 鉻在焊料中的作用
推薦技術資料
- FU-19推挽功放制作
- FU-19是國產大功率發射雙四極功率電二管,EPL20... [詳細]
 公網安備44030402000607
公網安備44030402000607





