
RA8173C 計算機USB接口連程序轉換
發布時間:2019/12/8 12:31:23 訪問次數:889
RA8173C方法2:用工具按鈕創建梯形圖,如圖15-39所示.
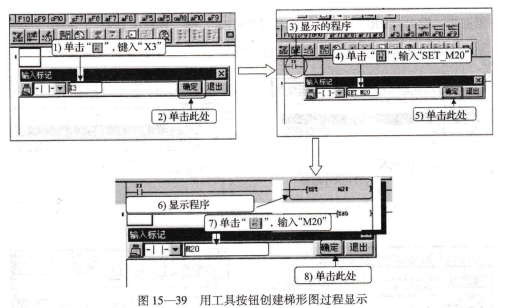
第一步:單擊工具欄“躕”按鈕,程序輸入窗口被打開,鍵人“X3”,若輸人不正確單擊“退出”按鈕,若輸人正確單擊“確定”按鈕,界面中顯示“x3’。
第二步:單擊工具欄“邋”按鈕,鍵人“SET~M20”后,單擊“確定”按鈕,界面中顯示“SET M20”。
第三步:單擊工具欄“黠”按鈕,鍵人“M20”后,單擊“確定”按鈕,界面中顯示“m20”。
程序中其他部分的操作與此類似,此處不再贅述。
程序轉換(見圖15-40)
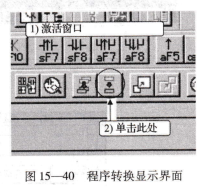
第一步:單擊要進行程序轉換的窗口,使其激活。
第二步:單擊工具欄‘‘翮”按鈕,或按決捷鍵【F4】,程序轉換完成。
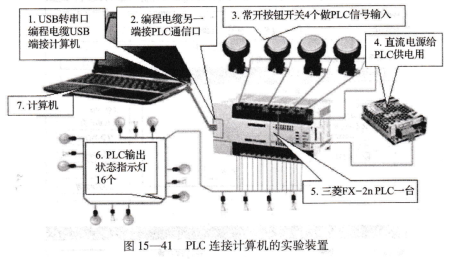
計算機與PLC的連接,GX Developer編程軟件支持多種方式將PLC連接到計算機,如圖15-41所示為采用USB-SC-90通信電纜將三菱Fx系列PLC與計算機USB接口連程序轉換顯示界面接的方式。
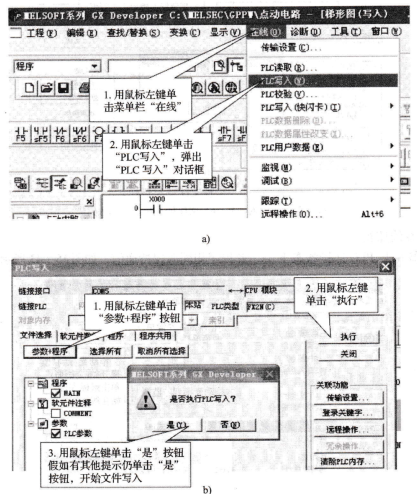
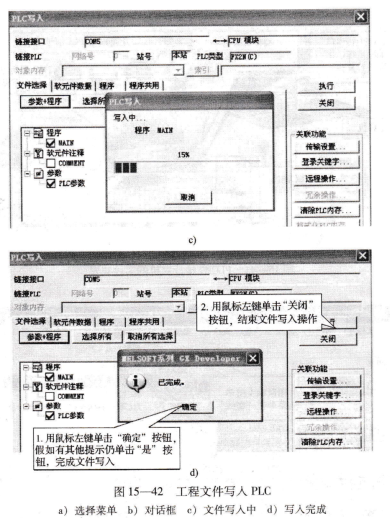
工程文件寫入PLC,打開工程文件,單擊“在線”菜單,在彈出的下拉菜單中單擊“PLC寫入(W)”命令,在彈出的對話框中單擊選擇“參數十程序”和“執行”按鈕,在彈出的子窗口中單擊“是(Y)”,待文件下載完成后單擊子窗口的“確定”按鈕和主窗口的“關閉”按鈕,如圖15-42所示。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
RA8173C方法2:用工具按鈕創建梯形圖,如圖15-39所示.
第一步:單擊工具欄“躕”按鈕,程序輸入窗口被打開,鍵人“X3”,若輸人不正確單擊“退出”按鈕,若輸人正確單擊“確定”按鈕,界面中顯示“x3’。
第二步:單擊工具欄“邋”按鈕,鍵人“SET~M20”后,單擊“確定”按鈕,界面中顯示“SET M20”。
第三步:單擊工具欄“黠”按鈕,鍵人“M20”后,單擊“確定”按鈕,界面中顯示“m20”。
程序中其他部分的操作與此類似,此處不再贅述。
程序轉換(見圖15-40)
第一步:單擊要進行程序轉換的窗口,使其激活。
第二步:單擊工具欄‘‘翮”按鈕,或按決捷鍵【F4】,程序轉換完成。
計算機與PLC的連接,GX Developer編程軟件支持多種方式將PLC連接到計算機,如圖15-41所示為采用USB-SC-90通信電纜將三菱Fx系列PLC與計算機USB接口連程序轉換顯示界面接的方式。
工程文件寫入PLC,打開工程文件,單擊“在線”菜單,在彈出的下拉菜單中單擊“PLC寫入(W)”命令,在彈出的對話框中單擊選擇“參數十程序”和“執行”按鈕,在彈出的子窗口中單擊“是(Y)”,待文件下載完成后單擊子窗口的“確定”按鈕和主窗口的“關閉”按鈕,如圖15-42所示。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
上一篇:M52810FP 調速器電氣特點
 相關技術資料
相關技術資料- 11-28最新集成傳感激光測距模塊規格參數技術應用
- 11-28Supermicro NVIDIA HGX B200系統參數應用設
- 11-28新一代 ToF 激光測距傳感器詳細探討
- 11-28全新 Riedon™ 功率電阻產品系列
- 11-28分流電阻的檢測原理及市場格局
- 11-28前沿技術AI輔助診斷應用新進展
- 11-2712位模數轉換器 (ADC)參數特點技術封裝
- 11-27三角函數加速器 (TMU)系列
- 11-27單芯片“艙行泊”一體化方案探究
- 11-27CoolSiC肖特基二極管技術參數應用設計
- 11-27納微GaN Safe系列NV6515(650V,32mΩ max)IC
- 11-27臨界導通模式(CrM)詳情
 公網安備44030402000607
公網安備44030402000607





